Many fabrication shops spend a lot of time and money grinding, chipping, and sanding parts that were cut on the plasma machine to remove dross. With so many variables in the cut quality equation, how does a plasma torch operator begin to troubleshoot a dross problem? By controlling the critical process variables, the operator can minimize or eliminate dross and the associated costs of secondary operations.
Dross is re-solidified oxidized molten metal that is not fully ejected from the kerf during cutting. It is the most common cut quality problem of plasma cutting. Dross may form as a thick bubbly accumulation along the bottom edge of the plate (low speed dross), a small hard bead of uncut material (high speed dross) or a light coating along the top surface of the plate (top spatter).
Dross formation is dependent on many process variables including torch travel speed, standoff distance, amperage, voltage and consumable condition. It is also affected by material variables such as thickness and type of material, grade, chemical composition, surface condition, flatness, and even temperature changes in the material as it is cut. However, the three most critical variables to consider in dross formation are cutting speed, amperage, and standoff distance.
Low speed dross
If the cutting speed is too slow, the plasma jet begins to look for more material to cut. The arc column grows in diameter, widening the kerf to a point where the high velocity portion of the plasma jet no longer ejects the molten material from the cut. As a result, this molten material begins to accumulate along the bottom edge of the plate in a thick globular form. This is called low-speed dross. At extremely low speeds the arc extinguishes because there is not enough metal to sustain a transferred arc. Increasing the amperage or decreasing the standoff (while keeping material thickness and speed constant) have a similar effect on the cut as slowing down the cut speed. Both of these changes cause more energy from the plasma jet to contact a given area of the material in a given period of time. Excessive amperage or low standoff can also cause low-speed dross. (Some low speed dross in the corners of a plasma cut is normal since velocity does not remain constant through a sharp turn).
To eliminate low speed dross:
- Increase the cut speed in 5 ipm increments
- Increase the standoff in 1/16 increments or 5 volt increments
- Decrease the amperage in 10 amp increments
- If none of these measures improve the cut, consider a smaller nozzle size
High speed dross
If the cutting speed is too fast, the arc begins to lag back in the kerf leaving a small hard bead of uncut material or rollover dross along the bottom of the plate. This high-speed dross is more tenacious and usually requires extensive machining to remove. At extremely high speeds the arc becomes unstable and begins oscillating up and down in the kerf causing a rooster tail of sparks and molten material. At these speeds the arc may fail to penetrate the metal or extinguish.
High standoff or low amperage (for a given material thickness and cutting speed) can also cause high speed dross since both of these changes cause a reduction in the energy of the plasma jet.
To eliminate high speed dross:
- Check the nozzle first for signs of wear (gouging, oversize or elliptical orifice)
- Decrease the cutting speed in 5 ipm increments
- Decrease the standoff in 1/16 increments or 5 volts increments
- Increase the amperage (but do not exceed 95% of the nozzle orifice rating)
Top spatter dross
Top spatter is an accumulation of re-solidified metal that sprays along the top of the cut piece. It is usually very easy to remove. A worn nozzle, excessive cutting speed, or a high standoff is usually the cause. It is caused by the swirling flow of the plasma jet, which at a certain angle of attack flings molten material out in front of the kerf rather than down through it.
To eliminate top spatter dross:
- Check the nozzle for signs of wear
- Decrease the cutting speed in 5 ipm increments
- Decrease the standoff in 1/16 increments or 5 volt increments
How cutting speed affects cut quality
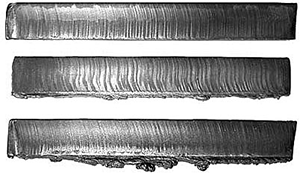 |
Cutting speed is just right
Cutting speed is too fast
Cutting speed is too slow |
Dross free window
Between the extremes of high and low speed dross is a window of dross free or minimum dross cutting. Finding this window is the key to minimizing secondary operation requirements on plasma cut pieces.
The window varies with plasma gas used: For example, nitrogen and air plasma gasses have a relatively narrow dross free window on carbon steels while oxygen plasma has a wider dross free window. (Oxygen plasma gas reacts with carbon steel to produce a finer spray of molten metal, each droplet having a lower surface tension. This molten spray is more easily ejected from the kerf).
The dross free window is also affected by material type. For instance cold rolled steels cut cleaner than hot rolled and pickled steels cut cleaner than non-pickled.
To judge the optimum cutting speed:
- Method 1: make a series of test cuts at various cutting speeds and choose the speed that produces the cleanest cut. Lag lines (small ridges in the surface of the cut) are a good indication of cutting speed. Slow cutting speeds produce vertical lag lines that are perpendicular to the plane of the plate. Fast cutting speeds make slanted s-shaped lag lines that run parallel to the plate along the bottom edge. By examining the lag lines the operator can determine whether an increase or decrease in speed is needed to find the dross free window. Many operators have the tendency to slow the machine down at the first appearance of dross, but often an increase in speed is necessary.
- Method 2: watch the arc (through the appropriate welding lens) during the cut and dynamically change the speed to produce the optimum arc characteristics. To do this, observe the angle of the arc as it exits the bottom of the work-piece. If you're cutting with air plasma gas, the arc should be vertical as it exits the bottom side of the cut. With nitrogen or argon/hydrogen, a slight trailing arc is best, and with oxygen plasma gas, the best cut speed is one that gives you a slight leading arc.