プラズマ切断機のガウジング技術
プラズマアークガウジング (PAG) は、ガスと電流を使用して金属を除去し、プラズマアークを作成するプロセスです。プラズマガウジングは、プラズマトーチノズルのオリフィスサイズを変更することでアークの焦点が「ぼやける」プラズマ切断の一種です。切断アークが金属の下方に向けられ、溶けた金属が切り口から吹き出され、2 つの金属片が強制的に分離されます。アークが溶融して溶融金属を吹き飛ばしてワークピースを分離するのではなく、プラズマガウジングではトーチがワークピースに対して斜めに傾き、アークが金属表面に溝を作り、ガスが溶融金属を側面に吹き飛ばします。目的の金属仕上げを得るために、母材に応じてさまざまなガスが使用される場合があります。
業界で主に用いられている技術は、相対的な利点から炭素アークおよびプラズマアークガウジングです。
プラズマを使用したガウジングの利点
プラズマガウジングには、ガス溶断やカーボンアークガウジングよりも多くの利点があります。軟鋼、ステンレス、アルミ、銅を含む導電性のある材質に使用できるほか、 プラズマガウジングはガス溶断やカーボンアークガウジングよりも高速であるため、生産性が向上します。より一貫性があり再現性の高いガウジングプロファイルを実現し、研磨などの二次加工を減らせます。プラズマガウジングは炭素汚染物質を含まず、金属の炭素脆化を防ぎます。
プラズマガウジングにより、溶接がより強力になり、全体的な材料の完全性が向上します。
また、オペレーターにとってもより良い選択肢です。トレーニングに時間がかからず、学習曲線が短いため、新しいオペレーターでも素早く習得できます。騒音やごみを減らして、規制要件および労働安全要件に適合することで、ガス溶断やカーボンアークガウジングに比べて作業者の安全性が向上しています。
プラズマによるガウジングの準備
オペレーターは、ハンドヘルドトーチでガウジングする場合でも、トラックカッターのようなマシン方式を用いる場合でも、目的に応じてさまざまなガウジングプロファイルや寸法を得るために多様な手法を使い分けます。手作業でのガウジングを行う場合は、まずプラズマ切断システムが正しく設定されていることを確認することが重要です。
はじめに、プラズマトーチ、ワークケーブル、および入力ガス供給が正しく接続され、アースクランプがワークピースまたはテーブルアースに接続されていることを確認します。プラズマシステムを操作するときは、手袋、適切な日よけの目の保護具、聴覚保護具、保護服などの適切な個人用保護具を常に着用してください。
次に、希望するガウジングの種類に基づいて、適切なガウジング消耗部品をトーチに取り付けます。Hypertherm Powermax® のようなプラズマシステムは、ガウジング性能を最適化するために設計されたガウジング消耗部品を使用します。
-
最大制御消耗部品は、より精度の高い金属除去、軽い金属洗浄、浅いガウジングが必要な作業向けに設計されています。ガウジング初心者の場合は、ワークピースの損傷を防ぐために、最大制御消耗部品から始めることが推奨されます。
-
最大除去消耗部品は、強力な金属除去、深いガウジングプロファイル、入念な金属洗浄用に設計されています。集中したプラズマアークを制御するには、より速いガウジング速度が推奨されます。
-
精密ガウジング消耗部品は、低出力電流で少量の金属または溶接を除去するために設計されています。
-
延長切断およびガウジング消耗部品は、届きにくい場所や狭い作業スペースでのガウジング作業で、より簡単にアクセスできるようにします。
多くのプラズマ切断機には、トーチに伝送される圧力量を調整するガウジング用の操作モードがあります。プラズマ切断システムにガウジング用の操作モードがある場合は、システムをガウジングモードに設定して開始してください。
ハンドヘルドプラズマトーチによるガウジング
最も一般的なガウジングのテクニックは、パイロットアークが発生し、プレートに移る間、トーチをワークピースに対し度傾斜させるポジショニングです。接触後、アークをガウジングする方向に向けるか、移動させます。
1. プラズマ切断機のトーチを点火する前に、ノズルをワークピースから1.5 mm (1/16インチ) 離してトーチを保持します。

2. トーチ先端とワークピース間にわずかな間隔を保ちながら、トーチをワークピース面に対し40°傾斜させて保持します。トリガーを引きパイロットアークを点火します。アークをワークピースに移動させます。
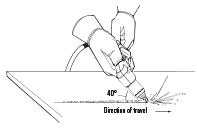
3. トーチをワークピースに沿って移動させながら、ワークピースに対して約40度の角度を維持し、プラズマアークをガウジングしたい方向に押していきます。トーチ先端と溶融金属の間隔を小さく保つことで、消耗部品寿命短縮やトーチの損傷を避けます。
ガウジングプロファイルの変更
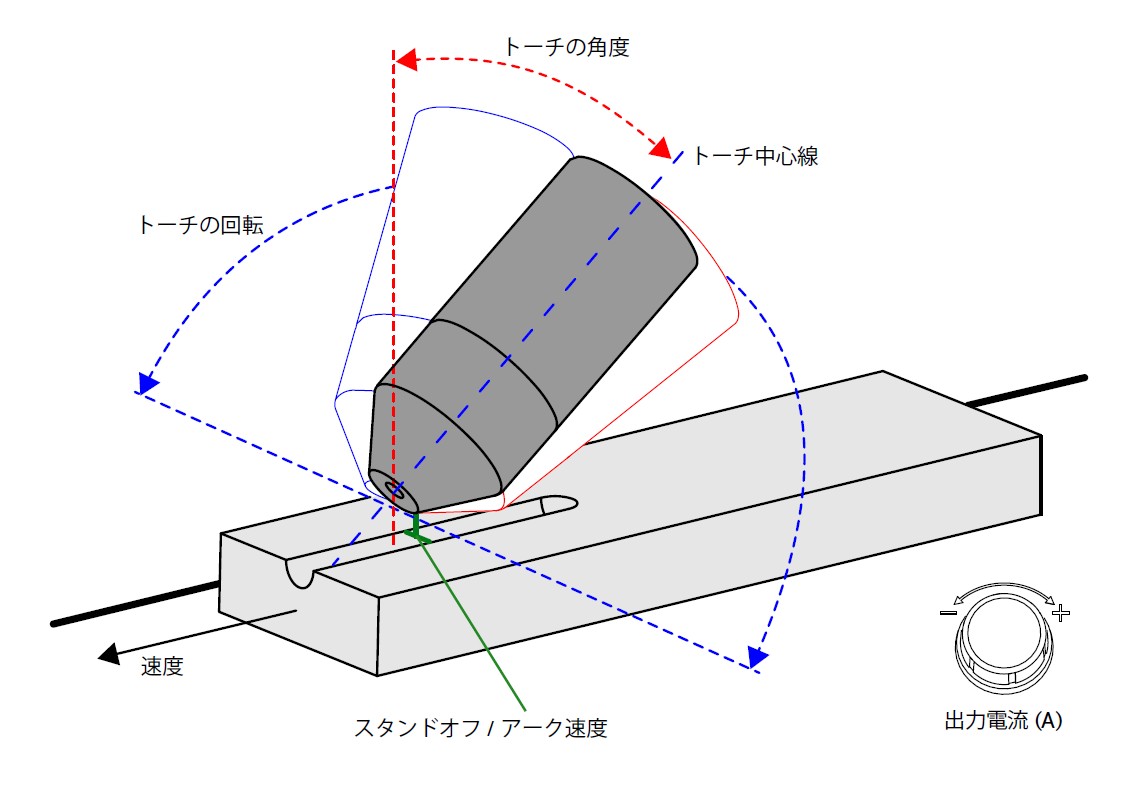
一般的に、ワークピースに沿って移動するトーチの速度、トーチとワークピース間の距離、ワークピースに対するトーチの角度、およびプラズマ電源の出力電流 (A) を変更することで、ガウジングプロファイルと金属除去率を変更できます。それぞれの効果の概要は次のとおりです:

以下の要因は、プラズマアークガウジング設備内でガウジングの深さに影響を与える主な「レバー」です。すべてのパラメータには出発点がありますが、特定のアプリケーションで望ましい結果を得るためには、これらの各要因を実験する必要があります。
プラズマ使用時のガウジング深さに影響するパラメータ
トーチ高さ
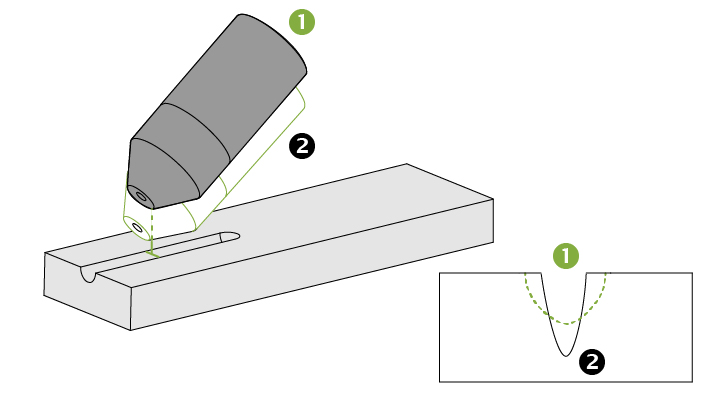
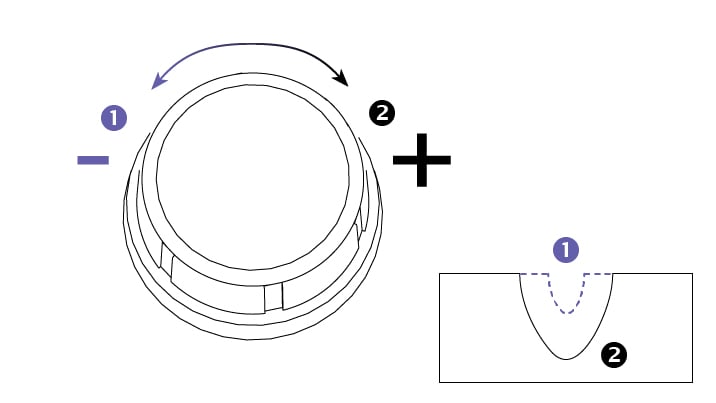
トーチの高さは、滑らかな曲線ガウジングプロファイルを生成するために必要な「アーク伸張性」または「アーク形状」を決定します。アーク伸張性は、プラズマ電源装置のアンペア数にも関係します(以下で説明)。アンペア数が高いほど、アーク伸張性が長くなります。トーチの高さとアンペア数を調和させて、希望のガウジングプロファイルを形成します。消耗部品の寿命を延ばし、トーチの損傷を防ぐためには、トーチチップと溶融金属の間に常にわずかな距離を保つ必要がありますが、この距離はシステムやアンペア数によって異なります。
トーチとワークピースの距離を増やすとガウジングがより広く浅くなり、底面が滑らかになります (1)。トーチをワークピースに近づけるとガウジングが狭く深くなります (2)。
ガウジングプロファイルへのトーチ高さの影響
トーチ角度
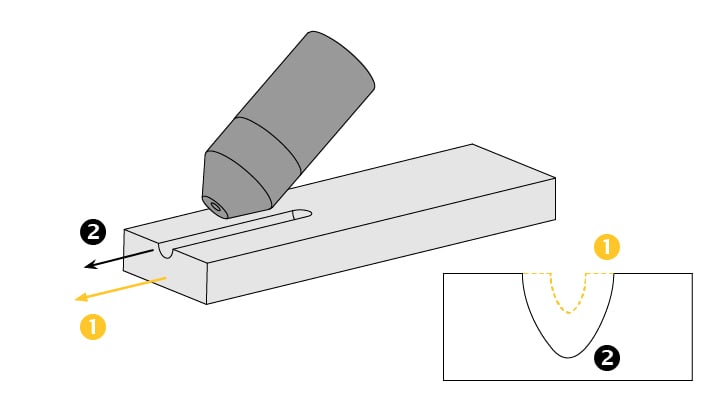
トーチ角度はガウジング深さに大きな影響を与えます。通常、水平から30°から35°に設定すると、トーチ角度は50°に設定できますが、アークが「掘り込む」ことができるため、移動速度とスラグ管理が重要になります。
トーチを縦に立てるほどガウジングが狭く深くなります (1)。トーチを下に傾斜してワークピースに近づけると、ガウジングがより広く浅くなります (2)。
ガウジングへのトーチ角度の影響
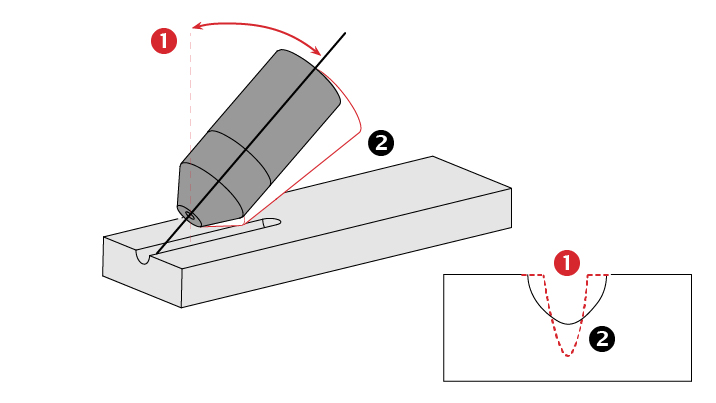
注:自動ガウジングの場合、角度1は通常52.5度に設定され、50度を超える角度が一般的です。
電流 (アンペア数)
アンペア数はガウジングの深さに大きな影響を与え、最も簡単で制御しやすい変更です。さらに、プラズマ電力のアンペア数はアーク伸張性供給にも関連しています。アンペア数が高いほど、アーク伸張性が長くなります。トーチの高さ(上記)とアンペア数を調和させて、ガウジングプロファイルを必要に応じて形成します。アンペア数を下げてガウジングをより狭く浅くします (1)。アンペア数を上げてガウジングをより広く深くします (2)。
ガウジングプロファイルへの電源アンペア数の影響
移動速度
ワークピースおよび/またはトーチの移動速度は、ガウジングの深さに直接的な影響を与えます。しかし移動速度を下げるときは、アークが「掘り込む」ことができ、ワークピースに付着するスラグが増えるため、スラグ管理が重要になります。トーチ速度を上げて、ガウジングの幅を狭く浅くします (1)。トーチの速度を下げると、ガウジングがより広く深くなります (2)。
ガウジングプロファイルへの移動速度の影響
プラズマによるガウジング幅に影響するパラメータ
以下の要因は、プラズマアークガウジング設備内でガウジングの幅に影響を与える主な「レバー」です。すべてのパラメータには出発点がありますが、特定のアプリケーションで望ましい結果を得るためには、これらの各要因を実験する必要があります。
トーチの回転
横角またはオフセット角とも呼ばれます。トーチ回転(通常は3°から5°)は、直線でガウジングを行う場合、ガウジング幅と形状に影響を与えます。トーチ回転は溝からのスラグ除去にも役立ちますが、角度が大きすぎると非対称の溝が生じることがあります。トーチの中心線に対してトーチを回転させ、ガウジングの片側を平らに、かつ急勾配にします (1)。ガウジングプロファイルは、トーチ本体が回転する方向に最も近い側で、より平坦または急になります。
ガウジングプロファイルへのトーチ回転効果

織幅
織幅を大きくするとガウジング幅が大きくなり、織幅を小さくするとガウジング幅が小さくなります。一定のガウジング深さを維持するには、織り幅を広げるには移動速度を落とす必要があり、織り幅を狭めるには移動速度を上げる必要があります。ガウジング中にトーチを円形または制限的な織り運動で振動させると、ガウジング幅を大幅に拡大できます。
織周波数
織周波数が低い場合は、より低速の走行速度に合わせる必要があります。そうでない場合、ガウジング溝により多くの「テクスチャ」が残り、溝のエッジがきれいにまっすぐでない可能性があります。溝が滑らかで、研磨の必要性が少ないため、通常、高い織り速度が好ましいです。また、溝に対するエッジが滑らかでまっすぐになります。
特定のガウジングプロファイルを実現するための詳細については、お使いのシステムの取扱説明書を参照してください。ガウジングの結果を改善する方法に関するヒントについては、Hypertherm の広範なドキュメントライブラリとビデオライブラリをご覧ください。
Powermaxプラズマ切断システムでガウジング性能を最大化する方法については、HyperthermCutting Proにお問い合わせください。
