
















XPR300 プラズマ切断システム
XPR300® は、マシンプラズマ切断テクノロジーにおける最大の進歩です。この次世代システムは、これまでに成し得なかった方法で性能と機会を拡大することにより、プラズマで実行可能なことを再定義します。軟鋼、ステンレス、アルミにおいて比類ない X-Definition® 切断品質を実現する XPR は、切断速度の向上で生産性を大幅に改善し、運用コストを削減します。また、使いやすい新機能と設計システムの最適化により、最適な性能と卓越した信頼性を確保しながら、オペレーターの介入を最小限に抑え XPR300 の操作をより簡単にします。
システム情報
結果
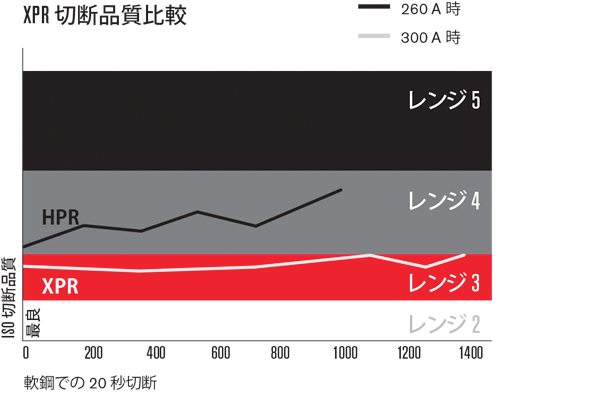
業界をリードする X-Definition 切断品質
XPR は、軟鋼、ステンレス、アルミに関わる新技術と次世代の洗練されたプロセス、X-Definition™ 切断とを融合させることで、HyDefinition® 切断品質を進化させます。
-
薄い軟鋼で安定してISO レンジ 2切断品質
-
旧プラズマテクノロジーと比べより拡張された ISO レンジ 3 の切断品質
-
すべての板厚範囲における優れたステンレス切断品質
-
Vented Water Injection™ (VWI) を使用しての良好なアルミ切断
生産性の最適化と運用コストの低減
-
従来の技術と比較して運用コストを大幅に削減
-
厚い材料での切断速度がアップ
-
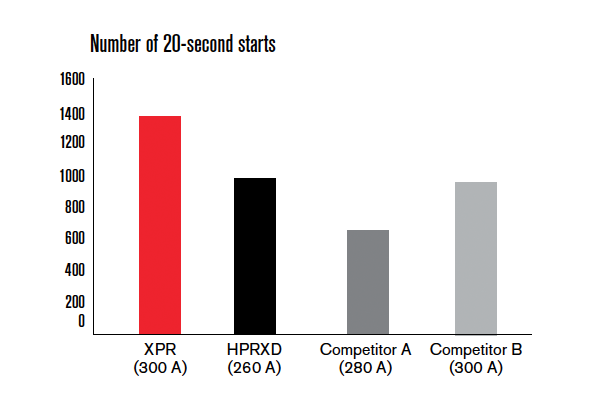
軟鋼切断での消耗部品寿命を大きく向上
-
厚い材料のピアシングで、競合のプラズマシステムよりも優れた性能を発揮
-
XPR 自動ガウジングは、カーボンアークガウジングと比べて研削を最小化または不要にします。これにより、より迅速に溶接準備が整った部品を、よりクリーンなガウジ形状で生産することが可能になります
工学的なシステム最適化
XPR は、最高品質の切断と最適なシステム性能を自動的に発揮できるよう設計されています。 高度な電源装置技術が、応答性が高く迅速なシステムフィードバックを実現し、自動制御によりシステム効率と消耗部品の寿命に悪影響を及ぼす原因を排除します。
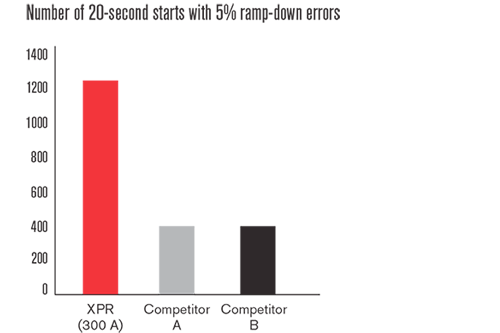
XPR の Arc response technologyTM は、自動トーチ保護と自動ランプダウンエラー保護の機能を備えています。電源装置内のセンサーが、改良された診断コードと大幅に強化されたシステム監視情報を出力。これによりトラブルシューティングの時間を削減し、さらなるシステム最適化に向けての先を見越したシステムメンテナンスデータを提供します。
-
ランプダウンエラーの影響を排除することで、消耗部品の寿命を他社システムの 3 倍以上に延長
-
高い電流でトーチに損傷を与えかねない、致命的な電極損傷による影響を低減
使いやすさ
-
直観的な操作と自動監視で使い易さを再定義
-
すべての機能と設定を CNC 経由で完全に制御
-
より良いメンテナンスと必要なサービスを促す自動システム監視と具体的なトラブルシューティングコード
-
EasyConnect™ トーチリードと、片手で行えるトーチとレセプタクルの接続により、素早く簡単な交換を実現
-
消耗部品の交換が簡単な QuickLock™ 電極
-
Web インターフェースツールは、電源装置の Wi-Fi およびイーサネット LAN を介してアクセスでき、システムの監視とサービスが可能です
-
イーサネット LAN および MTConnect ® を介した内蔵型 IIoT (産業用モノのインターネット) により、世界中どこからでもスマートな監視のためのリモートデータアクセスが可能となります
-
マニュアルセットモードは、ガウジングやオフテーブルベベリングなどのシンプルなアプリケーションに最適です。最後のセットアップを保持することで、高速かつ繰り返し可能なワークフローを実現し、CNC/PLC 統合を必要とせずにセットアップと操作を簡素化します。
高度なプロセス制御とその伝送
Core™、CorePlus™、Vented Water Injection™ (VWI™)、および OptiMix™ の 4 つのコンソール オプションは、強化されたステンレス鋼とアルミニウムの切断能力を継承しつつ全てのコンソールで抜群の軟鋼切断品質を提供します。簡単な操作で高い生産性を実現するためすべてのコンソールは CNC を通して完全に制御することが可能です。
ガス接続コンソールのガス/流体
| Core | CorePlus | Vented Water Injection (VWI) | OptiMix | |
|---|---|---|---|---|
| O2/N2/エア | X | X | X | X |
| Ar | X | X | X | |
| F5/Ar/H2O | X | X | ||
| H2-N2-Ar 混合 | X |

環境保護にも最適です!
XPR300 システムは消耗部品の使用量を低減し、省エネと二酸化炭素排出量の低減を実現します。
- 1 フィートの切断に使用される消耗部品の銅素材を 64% 低減
- システムは 99.5% リサイクル可能、パッケージは 100% リサイクル可能
- 磁石部分の二酸化炭素の影響が以前のシステムより 77% 低減
- 62% 高いパワーウェイトレシオ、14% 速い切断
仕様
| 最大無負荷電圧 (U0) | 360 VDC |
| 最大出力電流 | 300 A |
| 最大出力電力 | 66.5 kW |
| 出力電圧 | 50 VDC~210 VDC |
| 使用率 100% のアーク電圧 | 210 V |
| 定格使用率 | 66.5 kW、40° C (104° F) で 100% |
| 運転時の周囲温度範囲 | -10° C~40° C (14° F~104° F) |
| 力率 | 66.5 kW で 0.98 |
| 冷却 | 強制エア (クラス F) |
| 絶縁 | クラス H |
| EMC エミッション仕様 (CE モデルのみ) | クラス A |
| リフトポイント | 上部リフティングアイ重量定格 680 kg (1,500 ポンド) |
オペレーションデータ
| 切断条件表の板厚 | mm | インチ | |
|---|---|---|---|
| ピアシング能力 | 軟鋼 (アルゴンアシスト) | 50 | 2 |
| 軟鋼 (標準 O2) | 45 | 1–3/4 | |
| ステンレス | 38 | 1–1/2 | |
| アルミ | 38 | 1–1/2 | |
| 分離能力 | 軟鋼 | 80 | 3–1/8 |
| ステンレス | 75 | 3 | |
| アルミ | 50 | 2 | |
これは、利用可能なプロセスまたは板厚の完全なリストを示すものではありません。
| コンソール | 切断ガス | 電流 (アンペア数) |
切断表の板厚 (mm) |
おおよその切断速度 (mm/分) |
切断表の板厚 (インチ) |
おおよその切断速度 (インチ/分) |
|---|---|---|---|---|---|---|
| 軟鋼 | ||||||
| Core™、CorePlus™、VWI™、OptiMix™ | O2 プラズマ | 30 | 0.5 | 5348 | 0.018" | 215 |
| O2 シールド | 3 | 1153 | 0.135" | 40 | ||
| 5 | 726 | 3/16" | 30 | |||
| O2 プラズマ | 50 | 3 | 3820 | 0.105" | 155 | |
| エアシールド | 5 | 2322 | 3/16" | 95 | ||
| 8 | 1369 | 5/16" | 55 | |||
| O2 プラズマ | 80 | 3 | 5582 | 0.105" | 225 | |
| エアシールド | 6 | 3048 | 1/4" | 110 | ||
| 12 | 1405 | 1/2" | 55 | |||
| O2 プラズマ | 130 | 3 | 6502 | 0.135" | 240 | |
| エアシールド | 10 | 2680 | 3/8" | 110 | ||
| 38 | 256 | 1-1/2" | 10 | |||
| O2 プラズマ | 170 | 6 | 5080 | 1/4" | 200 | |
| エアシールド | 12 | 3061 | 1/2" | 115 | ||
| 25 | 1175 | 1" | 45 | |||
| 50 | 267 | 2" | 10 | |||
| O2 プラズマ | 300 | 12 | 3940 | 1/2" | 155 | |
| エアシールド | 25 | 1950 | 1" | 75 | ||
| 50 | 560 | 2" | 21 | |||
| 80 | 165 | 3" | 7 | |||
| ステンレス | ||||||
| Core、CorePlus、VWI、OptiMix | N2 プラズマ | 40 | 0.8 | 6100 | 0.036" | 240 |
| N2 シールド | 3 | 2683 | 0.105" | 120 | ||
| 6 | 918 | 1/4" | 32 | |||
| VWI および OptiMix | F5 プラズマ | 80 | 3 | 4248 | 0.135 | 140 |
| N2 シールド | 6 | 1916 | 1/4" | 70 | ||
| 12 | 864 | 1/2" | 34 | |||
| OptiMix | H2-Ar-N2 プラズマ | 170 | 10 | 1975 | 3/8" | 80 |
| N2 シールド | 12 | 1735 | 1/2" | 65 | ||
| 38 | 256 | 1-1/2" | 10 | |||
| H2-Ar-N2 プラズマ | 300 | 12 | 2038 | 1/2" | 80 | |
| N2 シールド | 25 | 1040 | 1" | 40 | ||
| 50 | 387 | 2" | 17 | |||
| 75 | 162 | 3" | 6 | |||
| VWI および OptiMix | N2 プラズマ | 300 | 12 | 2159 | 1/2" | 85 |
| H2O シールド | 25 | 1302 | 1" | 50 | ||
| 50 | 403 | 2" | 15 | |||
| アルミ | ||||||
| Core、CorePlus、VWI、OptiMix | エアプラズマ | 40 | 1.5 | 4799 | 0.036 | 240 |
| エアシールド | 3 | 2596 | 1/8" | 85 | ||
| 6 | 911 | 1/4" | 32 | |||
| VWI および OptiMix | N2 プラズマ | 80 | 3 | 3820 | 1/8" | 140 |
| H2O シールド | 6 | 2203 | 1/4" | 80 | ||
| 10 | 956 | 1/2" | 28 | |||
| N2 プラズマ | 130 | 6 | 2413 | 1/4" | 95 | |
| H2O シールド | 10 | 1702 | 3/8" | 70 | ||
| N2 | 300 | 20 | 870 | 3/4 インチ | 35 | |
| 12 | 2286 | 1/2" | 90 | |||
| H2O シールド | 25 | 1302 | 1" | 50 | ||
| 50 | 524 | 2" | 20 | |||
| OptiMix | H2-Ar-N2 プラズマ | 300 | 12 | 3810 | 1/2" | 150 |
| N2 シールド | 25 | 2056 | 1" | 80 | ||
| 50 | 391 | 2" | 15 | |||
購入情報
当社の購入場所ページで認定パートナーを検索するか、さらにサポートが必要な場合は直接 Hypertherm までご連絡ください。
リソース
説明書およびドキュメント
メンテナンス
.XPR300 取扱説明書 第 8 版 (日本語/Japanese)
最終更新
12/16/2024
トレーニング
XPR トーチ
| 部品番号 標準 |
部品番号 標準 開先/ロボット |
部品番号 開先/ロボット |
説明 |
| 428383 | 428825 | 428831* | リード:6.6′ |
| 428384 | 428826 | 428832* | リード:8.2′ |
| 428385 | 428827 | 428833* | リード:9.8 フィート |
|
428386 |
428828 | 428834* | リード:11.5′ |
| 428824 | 428829 | 428335* | リード:13.1′ |
| 428387 | 428830 | 428836* | リード:4.8′ |
| 428978** | 428979** | リード:20′** | |
| 428916 | リード:Thru arm robotic 11.5′ | ||
| 428918 | リード:Thru arm robotic 14.8′ | ||
| 420500 | トーチ取り付けスリーブ:標準 | ||
| 420501 | トーチ取り付けスリーブ:ショート | ||
| 420502 | トーチ取り付けスリーブ:延長 | ||
| 420788 | 回転トーチ取り付けスリーブ:ショート | ||
| 420789 | 回転トーチ取り付けスリーブ:ミディアム | ||
| 420790 | 回転トーチ取り付けスリーブ:延長 | ||
| 420220 | クイックディスコネクト トーチレセプタクル | ||
| 420221 | クイックディスコネクト XPR トーチ | ||
| 420368 | 水管 |
* 開先/ロボットリードセット 428831-428836 には、延長 1.2 m (48 インチ) のストレインリリーフが含まれています。
** 6 m (20 フィート) のリードは、7.5 m (24.6 フィート) 以下のコンソールガスアセンブリとのみ互換性があります。
XPR 消耗部品
ノズルと電極の数量は各種用意されています。消耗部品のご注文は Hypertherm の公認販売代理店にご連絡ください。お使いの消耗部品の外観は若干異なることがあります。
軟鋼

| アンペア数 | プロセス | シールド キャップ | シールド | ノズル リテイニングキャップ | ノズル | 渦巻きリング | 電極 | 水管 |
|---|---|---|---|---|---|---|---|---|
| 30 A | O2/O2 | 420200 | 420228 | 420365 | 420225 | 420407 | 420222 | 420368 |
| 50 A | O2/エア | 420200 | 420237 | 420365 | 420234 | 420233 | 420231 | 420368 |
| 80 A | O2/エア | 420200 | 420246 | 420365 | 420243 | 420242 | 420240 | 420368 |
| 130 A | O2/エア | 420200 | 420255 | 420365 | 420252 | 420242 | 420249 | 420368 |
| 170 A | O2/エア | 420200 | 420513 | 420365 | 420261 | 420260 | 420258 | 420368 |
| 220 A | O2/エア | 420200 | 420273 | 420365 | 420270 | 420406 | 420276 | 420368 |
| 300 A | O2/エア | 420200 | 420491 | 420365 | 420279 | 420406 | 420276 | 420368 |
非鉄

| アンペア数 | プロセス | シールド キャップ |
シールド | ノズル リテイニングキャップ |
ノズル | 渦巻きリング | 電極 | 水管 |
|---|---|---|---|---|---|---|---|---|
| 40 A | N2/N2 | 420200 | 420291 | 420365 | 420288 | 420314 | 420303 | 420368 |
| エア / エア | 420200 | 420291 | 420365 | 420288 | 420314 | 420294 | 420368 | |
| 60 A | N2/N2 | 420200 | 420309 | 420365 | 420297 | 420323 | 420303 | 420368 |
| F5/N2 | 420200 | 420309 | 420365 | 420297 | 420323 | 420303 | 420368 | |
| N2/H2O | 420200 | 420300 | 420365 | 420296 | 420323 | 420303 | 420368 | |
| エア / エア | 420200 | 420309 | 420365 | 420297 | 420323 | 420294 | 420368 | |
| 80 A | N2/N2 | 420200 | 420309 | 420365 | 420306 | 420323 | 420303 | 420368 |
| F5/N2 | 420200 | 420309 | 420365 | 420306 | 420323 | 420303 | 420368 | |
| N2/H2O | 420200 | 420300 | 420365 | 420290 | 420323 | 420303 | 420368 | |
| エア / エア | 420200 | 420309 | 420365 | 420306 | 420323 | 420294 | 420368 | |
| 130 A | N2/N2 | 420200 |
420318 |
420365 |
420315 |
420314 | 420356 | 420368 |
| H2-Ar-N2/N2 | 420200 | 420318 | 420365 | 420315 | 420323 | 420356 | 420368 | |
| N2/H2O | 420200 | 420469 | 420365 | 420315 | 420314 | 420356 | 420368 | |
| 170 A | N2/N2 | 420200 | 420327 | 420365 | 420324 | 420314 |
420356 |
420368 |
| H2-Ar-N2/N2 | 420200 | 420327 | 420365 | 420324 | 420323 | 420356 | 420368 | |
| N2/H2O | 420200 | 420472 | 420365 | 420324 | 420314 | 420356 | 420368 | |
| エア / エア | 420200 | 420513 | 420365 | 420524 | 420260 | 420258 | 420368 | |
| 300 A | N2/N2 | 420200 | 420362 | 420365 | 420359 | 420323 | 420356 | 420368 |
| H2-Ar-N2/N2 | 420200 | 420362 | 420365 |
420359 |
420358 | 420356 | 420368 | |
| N2/H2O | 420200 | 420475 | 420365 | 420359 | 420323 | 420356 | 420368 |
ガウジング用消耗部品
軟鋼

| アンペア数 | プロセス | シールドキャップ | シールド | ノズル リテイニングキャップ |
ノズル* | 渦巻きリング | 電極 | 水管 |
|---|---|---|---|---|---|---|---|---|
| 170A | O2/エア | 420200 | 10086659 | 420365 | 10087904 (.140) ボア | 420242 | 10086653 | 420368 |
| 300A | O2/エア | 420200 | 10086659 | 420365 | 10086655 (.180) ボア | 420242 | 10086653 | 420368 |
| 460A | O2/エア | 420200 | 10086659 | 420365 | 10086657 (.195) ボア | 420242 | 10086653 | 420368 |
XPR300 スターターキット
| 部品番号 | 説明 |
|---|---|
| 428618 | XPR300 軟鋼消耗部品スターターキット (トーチを含む) |
| 428619 | XPR300 ステンレス鋼消耗部品スターターキット (トーチを含む) |
| 428616 | XPR300 軟鋼消耗部品スターターキット |
| 428945 | XPR300 Core コンソール非鉄消耗部品スターターキット |
| 428617 | XPR300 ステンレス鋼消耗部品スターターキット |
関連製品

XPR460 プラズマ切断システム
Hypertherm XPR® 製品群の 1 つである XPR460 は、同クラ スの中でより厚い板をより速い切断速度、最も安定した切断品質で切断し、生産性を向上させ、運用コストを低減させます。
詳細情報

