The [XPR] system boasts of Hypertherm’s True Hole® technology that provides MASI with the ability to easily fabricate bolt ready holes down to a diameter-to-thickness ratio of 1:1.″
MASI
Transportation equipment
Read more
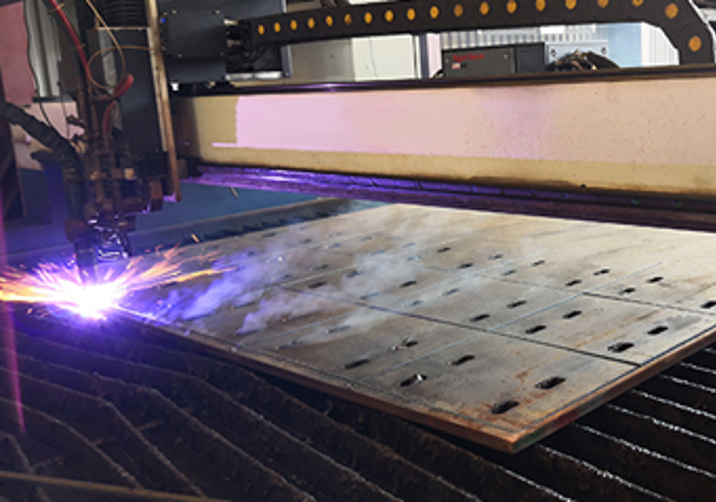
Many fabrication processes require the cutting of holes to bolt two or more pieces or parts together, so hole production is an important part of most cutting operations. Punching, drilling, plasma, waterjet, and laser are all used depending on need and equipment availability. Ideally, fabricators prefer to use a single process for hole cutting – plasma cutting for example – in order to reduce material handling time and minimize production footprint.
Fortunately, today there are ways to nearly eliminate the taper, and the dings and divots, enabling the cutting of “bolt-ready” holes. If using plasma on a mechanized table, an operator can manually change the machine speeds and height control settings and modify the machine codes for a particular hole size, material thickness and power level.
Owners of Hypertherm HyPerformance® HPRXD or XPR® mechanized systems can take advantage of our True Hole® technology, which embeds process expertise and parameters to cut perfect, bolt-ready holes without operator intervention.
Cutting holes by hand using a handheld plasma torch is also possible using tools like a circle cutting guide.
Cutting holes for bolting a cut piece to another plate or part
Cutting multiple holes in a large plate, pipe, or drum for hoses and wire to pass through
Fabricating holes for gauges on an instrument panel
The [XPR] system boasts of Hypertherm’s True Hole® technology that provides MASI with the ability to easily fabricate bolt ready holes down to a diameter-to-thickness ratio of 1:1.″
MASI
Transportation equipment
Read more
ENxin
Vehicle manufacturer
Read more
Looking back it’s the best investment the company has ever made.”
R.M.P. Products Ltd.
Metal fabrication
Read more
...1/2″ holes in 1/4″ mild steel don’t look a lot different, but a bolt fits in them nicely and True Hole makes it automatic. I used to have to program bigger holes... ProNest takes the guesswork out of it.”
T & J Manufacturing
Welding, machining and fabrication
Read more
Cut faster and use fewer consumables with the XPR300® mechanized plasma cutting system. With unmatched X-Definition® cut quality on mild steel, stainless steel and aluminum, the XPR300 increases cut speed, dramatically improves productivity and slashes operating costs.

ProNest® CAD/CAM part nesting software for advanced mechanized cutting is designed to supercharge your cutting operation, helping you achieve greater automation, efficiency, and profitability.
