第二篇:X-Definition 工艺技术带动低碳钢切割的飞跃

编者按:本系列共三篇文章,这是第二篇。阅读第一篇
XPR™ 和 X-Definition™ 等离子切割系统融合了许多新工艺技术,能够实现性能的飞跃,即使与上一代高精细系统相比也是如此。ISO 9001热切割品质公差共包括 5 个范围,其中范围 1 表示偏差最小,范围 5 表示偏差最大。切割低碳钢时,传统等离子切割技术基本上可以实现 ISO 范围 4 和 5,高精细等离子切割技术基本上可以实现范围 3 和 4 ,而 X-Definition 等离子切割技术基本上可以实现范围 2 和 3。另一个不同之处是,X-Definition 等离子技术能够延长易损件寿命(相较于前几代系统),而且在易损件寿命周期内的切割更多稳定在这两个范围的切割质量。
ISO 范围 2 和 3 切割技术
当使用 130 A 或更高电流切割较厚材料(这里指厚度从 12 mm 到最大切割厚度的材料)时,XPR 在其易损件寿命周期内的切割几乎都能达到范围 3 的切割质量。当使用较低电流工艺(30 A 或 80 A)切割较薄的材料(这里指厚度小于 10 mm 的材料)时,X-Definition 切割均能达到 ISO 范围 2 的切割质量。
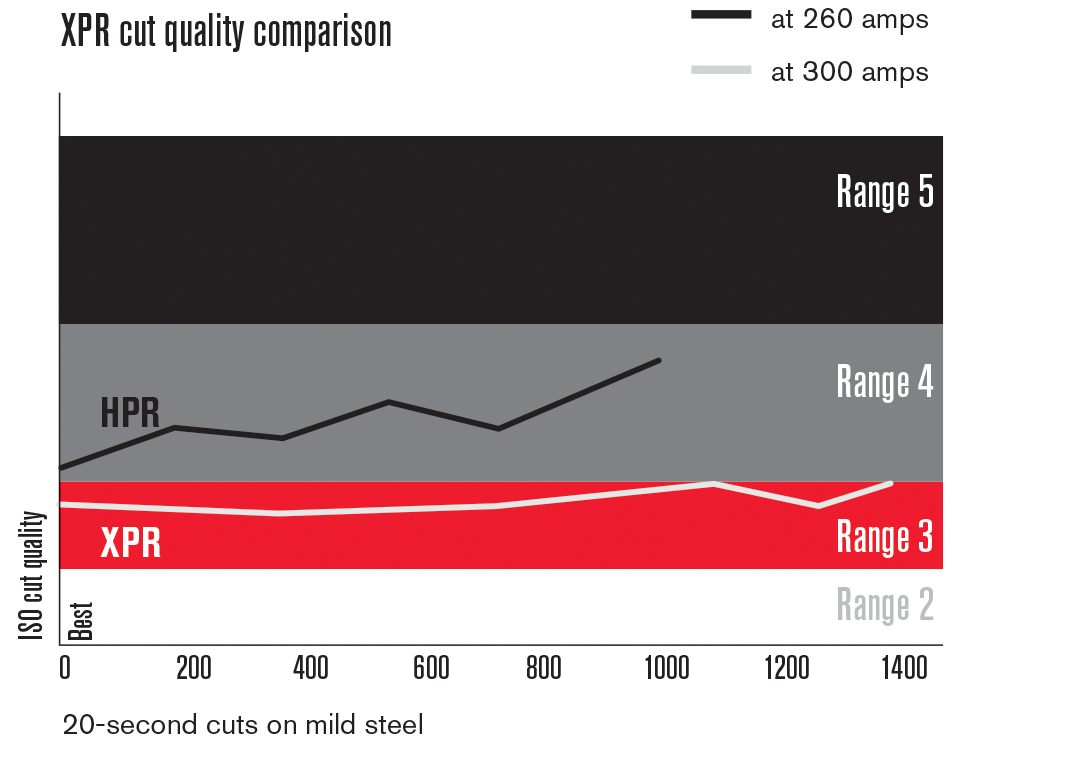
当以 300 A切割较厚材料时,XPR300 上的 X-Definition 等离子切割技术能够在易损件寿命周期内维持稳定的 ISO 范围 3 切割质量。这是与上一代高精细等离子切割系统在范围 4 的切割质量比较。
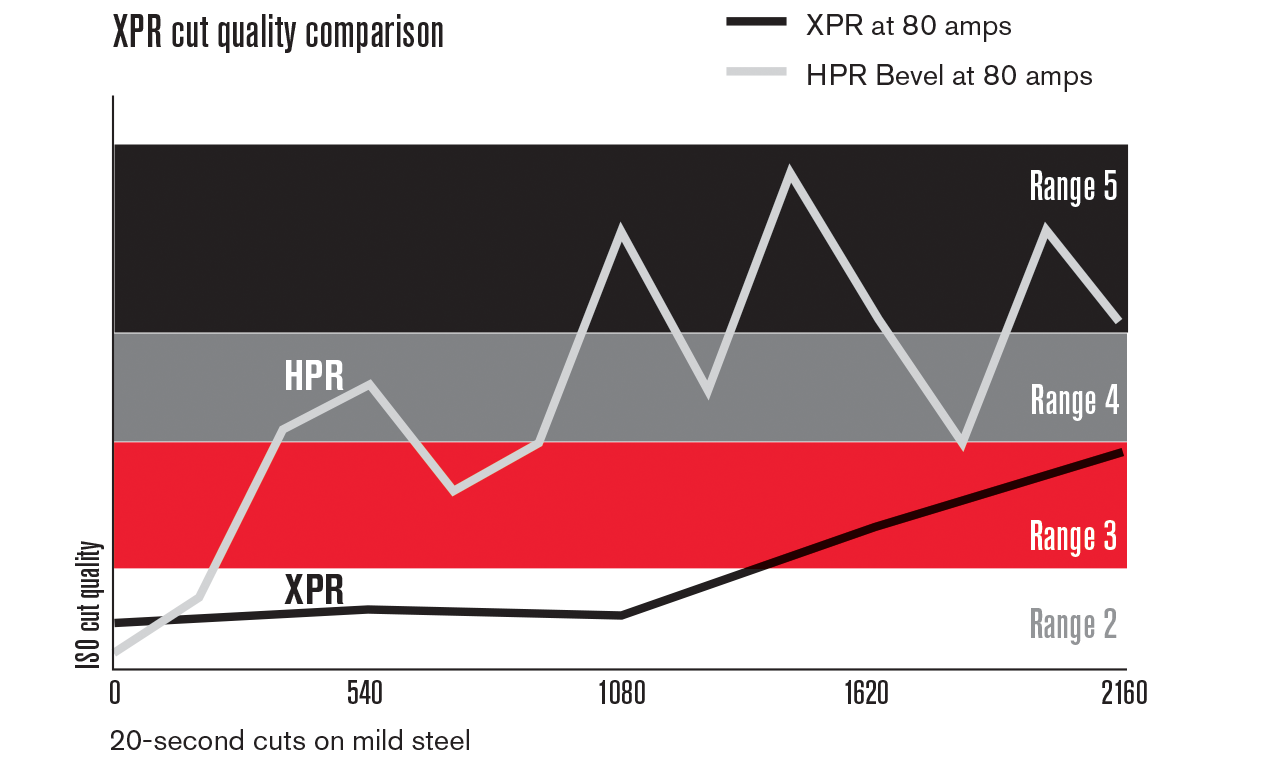
切割较薄(例如 10 mm 或更薄)金属时 ,80 A X-Definition 等离子切割工艺能够在前 1100 多次 20 秒穿孔和切割中稳定地实现 ISO 范围 2 的切割质量,之后才会变为范围 3 的切割质量(注:测试过程在起弧 2160 次后、在易损件使用寿命结束之前人为终止)。这与之前的高精细切割技术仅能实现范围 3 和 4 的切割质量相比优势明显。
等离子与激光的对比
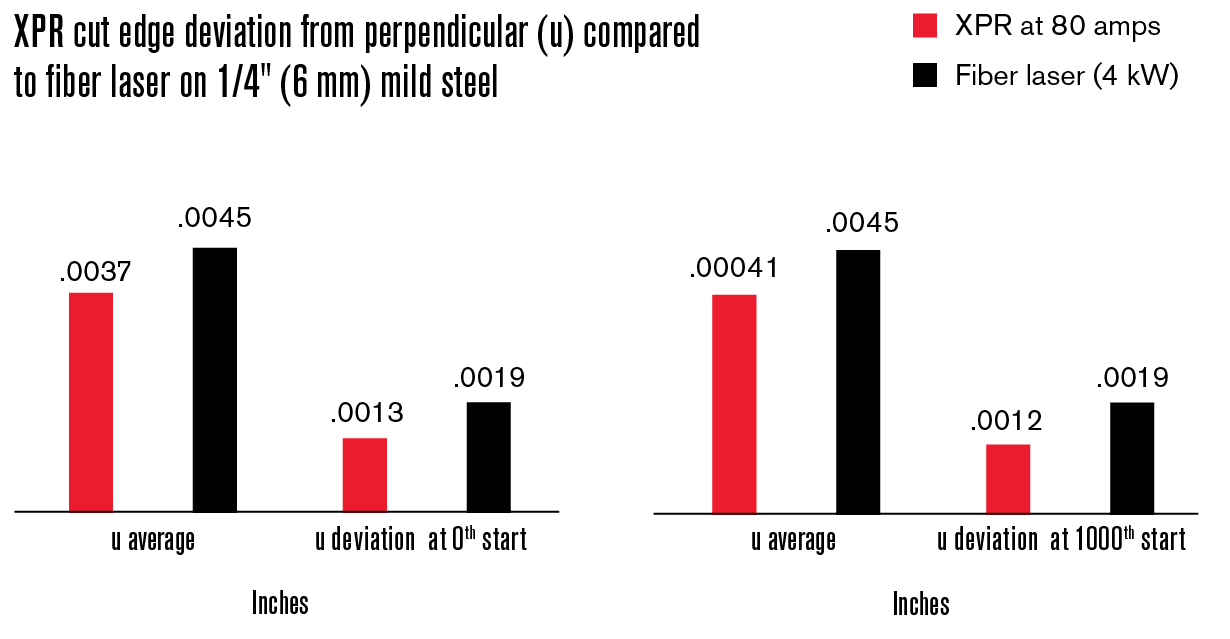
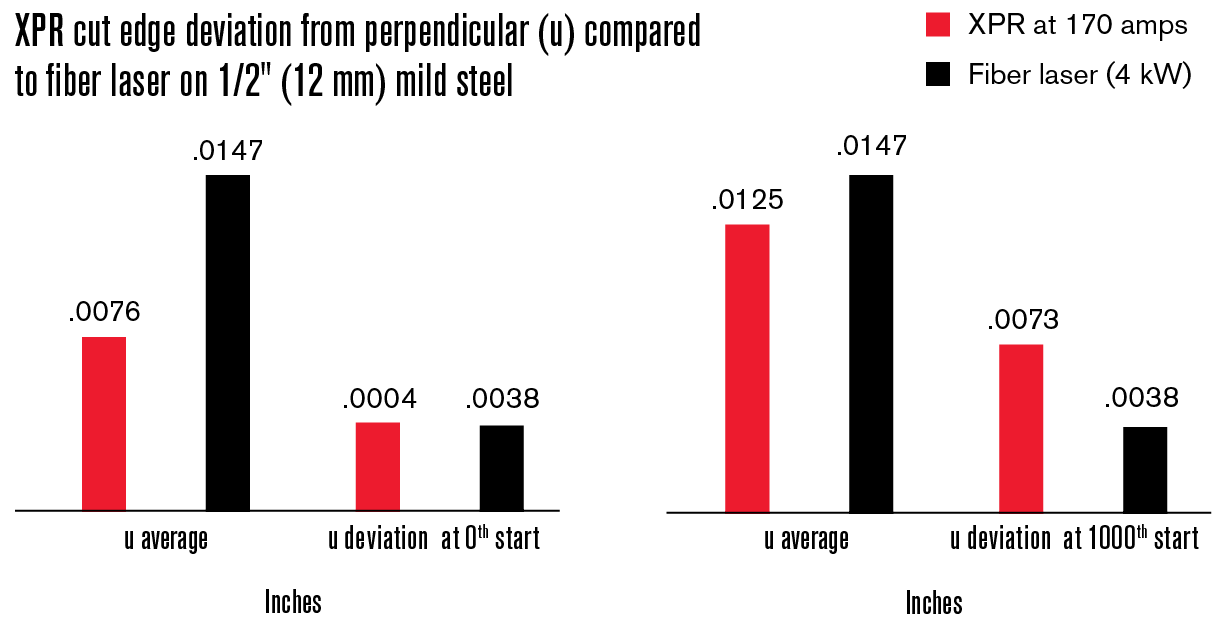
在与光纤激光切割进行的比较测试中,我们发现 X-Definition 等离子切割在很多厚度的切割质量不亚于激光切割。下面是切割 6 mm 和 12 mm 厚材料的两个示例,在选择 X-Definition 工艺的运行速度时,我们的原则是兼顾质量和生产效率(而不是只关注切割质量)。切割 6 mm 板材时,X-Definition 切割边缘的平均角度偏差更小,在 1000 次起弧之后偏差波动也更小。切割 12 mm 的低碳钢效果也类似。
这些测试结果体现在实际切割零件上又如何呢?下面是一些低碳钢切割示例,从中可以看到我们所说的切割效果。。



无论是较薄还是较厚的低碳钢切割,X-Definition等离子切割均能实现犹如“奶油般”光滑的切割面、锐利的切割边缘以及很好的垂直度和小孔品质。在切割较薄的低碳钢板材时,X-Definition 的薄板切割能力尤为出色。
您想要了解现代 X-Definition 等离子切割技术吗?如有兴趣,请立即联系我们。
相关产品


XPR300 等离子切割系统
使用 XPR300® 机用等离子切割系统,切割速度更快,易损件使用量更少 XPR300 在低碳钢、不锈钢和铝材上实现了出色的 X-Definition® 切割质量,它提高了切割速度,极大提升了生产效率,同时大幅降低了运行成本。
