O Plasma X-Definition oferece grandes avanços na qualidade de furo e corte estendido em metais não ferrosos
- Parte 3 -

Nota do editor: Esse é o último artigo de uma série com três partes. Leia a Parte 1 e a Parte 2.
Qualidade do furo

Além da angularidade da borda, a XPR® e o X-Definition® lidam com o problema da qualidade do furo. Enquanto os sistemas a plasma antigos geravam furos com lados cônicos e protuberâncias dentro do furo, a True Hole,® usando um processo de plasma X-Definition em uma XPR, gera furos de qualidade para parafusos em aço-carbono com uma proporção de diâmetro para espessura que vai de 2:1 a 1:1. Quando comparamos com a True Hole antiga, sem X-Definition, as medidas totais de cilindricidade e arredondamento do fundo do furo foram aprimoradas.
A tecnologia True Hole na XPR gera furos cortados a plasma superiores com uma proporção de diâmetro para espessura que varia de 2:1 até 1:1, como mostrado aqui. A cilindricidade e o arredondamento do fundo do furo foram aprimorados na True Hole que não tem o X-Definition.
Grande vantagem com corte de metais não ferrosos
O plasma X-Definition também inovou com o corte de metais não ferrosos, apresentando uma ampla gama de novas tecnologias de processo a fim de otimizar os resultados em diferentes espessuras de aço inoxidável e alumínio. Na verdade, provavelmente é com o corte de metais não ferrosos que as pessoas ficam mais surpresas com as novas funções associadas ao X-Definition. Para aço inoxidável mais fino, de até 10 mm, os processos avançados HyDefinition® Inox (HDi) que usam N2 como gás de plasma e gás de proteção ou uma combinação de plasma de F5 e gás de proteção N2 oferecem uma excelente qualidade de borda. Você terá peças com um acabamento suave de superfície, um acabamento de cor neutra/brilhante, e quase que nenhuma escória. As faixas ISO para esses cortes são geralmente 2 ou 3.

60 A — N2/N2 O HDi em 3 a 10 mm (bitola 10) gera cortes quadrados, lisos e isentos de escória. Principalmente abaixo de 10 mm, a borda será brilhante e de cor neutra.

Exemplo de HDi de 80 A com F5/N2 em 10 mm. As bordas são afiadas, com ângulo mínimo, muito lisas e brilhantes, sem escória.
Em aço inoxidável mais espesso, ao usar H2-Ar-N2 misturados separadamente como o gás de plasma e uma proteção de N2 , os processos de plasma X-Definition produzirão cortes de aço inoxidável que estão geralmente na faixa ISO 3 ou 4, classificados por brilho, acabamento de borda lisa, ausência de escória e boa perpendicularidade. A função de mistura separada de gases da X-Definition também permite que o usuário modifique a mistura de gás para otimizar os resultados para diferentes graus de aço inoxidável.
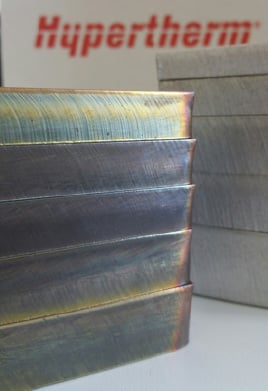 Mistura separada de três gases de plasma (H2-Ar-N2) com proteção de N2 geram cortes excelentes em aço inoxidável mais espesso, 12 mm e acima. As bordas são lisas, brilhantes e de cor neutra ou com um leve tom dourado (mistura com mais quantidade de argônio). Os cortes são praticamente isentos de escória e a perpendicularidade geralmente varia entre as Faixas ISO 3 e 4.
Mistura separada de três gases de plasma (H2-Ar-N2) com proteção de N2 geram cortes excelentes em aço inoxidável mais espesso, 12 mm e acima. As bordas são lisas, brilhantes e de cor neutra ou com um leve tom dourado (mistura com mais quantidade de argônio). Os cortes são praticamente isentos de escória e a perpendicularidade geralmente varia entre as Faixas ISO 3 e 4.
E, por fim, com o novo processo X-Definition de N2/H2O (plasma de nitrogênio e proteção de água) chamado de Vented Water Injection™ (VWI), a XPR300 pode produzir resultados notáveis em alumínio quando comparados ao corte a plasma da geração anterior.

O conjunto de alumínio mostra o processo VWI da X-Definition gerando superfícies de corte excepcionalmente lisas, com pouca angularidade (faixa ISO 3 ou 4), sem escória em uma variedade de espessuras.

Essas duas amostras mostram a capacidade de gerar cortes de formas complexas, incluindo ranhuras e furos internos, em alumínio mais fino.
O objetivo desses artigos não é afirmar que a XPR e o Plasma X-Definition são a solução para todas as aplicações de corte de metal. Na verdade, o objetivo é sugerir que, se você for um fabricante que está pensando em adquirir um sistema de corte a laser e ainda não viu o que o Plasma X-Definition na XPR pode fazer, você talvez esteja correndo o risco de gastar muito mais no seu sistema de corte – muitas vezes mais, na verdade – do que o necessário, considerando suas aplicações específicas. Embora haja algumas tarefas que somente o laser é capaz de fazer – corte de formas extremamente complexas e capacidade de tolerância extremamente rígida, por exemplo – em termos de retangularidade da borda do perímetro e suavidade, capacidade de furo, algum nível de recurso de corte de formas complexas, soldabilidade secundária e corte de metais não ferrosos, o plasma da classe X-Definition pode ser a abordagem mais econômica. Se esse artigo atingiu o objetivo, gostaríamos de seguir para a próxima etapa para poder determinar qual tecnologia oferece a solução mais econômica para as suas necessidades específicas de corte.
Você está pronto para ver o que o X-Definition plasma atual consegue fazer? Se estiver, fale conosco hoje.
Produtos relacionados

Sistema de corte a plasma XPR170
O sistema de corte a plasma mecanizado XPR170® oferece processos X-Definition®de última geração que cortam desde espessuras muito finas até as médias.

Sistema de corte a plasma XPR300
Corte mais rápido e use menos consumíveis com o sistema de corte a plasma mecanizado XPR300® Com a incomparável qualidade de corte X-Definition® em aço doce, aço inoxidável e alumínio, o XPR300 aumenta a velocidade de corte, melhora drasticamente a produtividade e reduz os custos operacionais.

Sistema de corte a plasma XPR460
Parte da família XPR® da Hypertherm, o XPR460 oferece a qualidade de corte mais consistente, a capacidade de corte mais robusta e as velocidades de corte mais rápidas de sua classe, aumentando a produtividade e reduzindo os custos operacionais.