
There are two major selling points for oxyfuel: the equipment is inexpensive, and you can be up and running fairly quickly. However, the process is comparatively slow and it’s only good for cutting carbon steel; oxyfuel is not effective on other types of metal such as stainless steel or aluminum. In addition, the carbon steel workpiece must be preheated before cutting, further reducing productivity. There are also safety issues associated with the use of highly flammable and unstable acetylene, the most common fuel gas used with this process.
Oxyfuel is a good choice for those who primarily need to cut thick (more than 51 mm or 2”) carbon steel. In addition, oxyfuel can be an economical alternative if you don’t have many parts to cut and aren’t especially concerned about productivity or per-part profitability. Compared to a Hypertherm plasma system with drag cutting capability (handheld systems only), the process does require a little more training and operator expertise. However, a skilled operator can achieve very good cut quality with oxyfuel.
In high-production shops, oxyfuel is frequently used on automated cutting machines for cutting relatively small parts in multiples, often using several torches on the same gantry. When multiple torches are used, the process offers high productivity on thicker materials, typically 5/8” and greater.
After cutting parts with oxyfuel, the parts are heavily oxidized and need considerable (time-consuming) clean-up, often including heavy grinding to remove dross.
Oxyfuel burn software
For mechanized cutting applications, oxyfuel burn software is used to program the cutting machine. In some cases the CNC software can be used to program individual parts or small runs, but most fabricators and manufacturers rely on software commonly referred to as CAD/CAM nesting software which offers far greater features and capabilities.
Some types of CAD/CAM nesting software for oxyfuel can control and automatically set up virtually every aspect of the oxyfuel cutting operation. For example, Hypertherm's ProNest® supports parameters such as pre-heat, cut speeds, cut heights, lead styles (lock, edge start), lead angles, extensions, and over-travels. All of this is intended to simplify the machine operator’s job and increase productivity.
Other features commonly found in oxyfuel burn software include:
- Bridge cutting
- Bevel cutting
- Multi-head cutting
- Plate cropping
- Skeleton cut-up
- Other user defined variables
Primary uses and applications:
- Cutting steel for fabrication or dismantling
- Heating parts for bending, straightening, heat treating or other reasons
- Loosening stuck, rusty parts and bolts during rework/repair; unlike plasma, oxyfuel can loosen a rusty nut from a bolt without damage
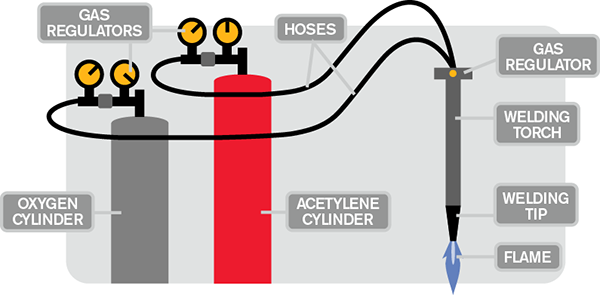
How oxyfuel works
Oxyfuel cutting uses a fuel gas to preheat steel to its “kindling” temperature (1,800˚F) then activates a pure oxygen jet that uses an exothermic reaction to rapidly oxidize the steel.
Not sure which process or method to use?
You’ll find helpful information here: