
Too many fabrication shops spend time and money reworking parts cut on their plasma machine removing dross or correcting dimensional inaccuracies. Here we discuss the critical process variables that affect dimensional accuracy of plasma-cut pieces. By carefully controlling a few variables, the operator can minimize or eliminate dimensional problems and the associated costs of secondary operations and scrap parts.
Small holes and intricate shapes such as slots, sharp corners, and tight radii present special problems for the plasma cutting machine operator. For our purposes, we will define a small hole as any hole whose diameter is less than 1.5 times the material thickness. Not only is it more difficult to cut these shapes cleanly with conventional systems, but reworking out-of-tolerance parts is more difficult as well – reaming out undersized or non-cylindrical holes and grinding into tight corners to remove dross isn't fun or cost effective.
Many shops solve these problems by buying expensive high-tolerance cutting machines or even more expensive laser systems. But it is possible, with a well-maintained plasma-cutting machine and conventional torch, to achieve near-high-tolerance cuts with careful programming and a good understanding of cut-quality variables.
Bolt-holes should be cylindrical
Hole diameter at the top and bottom should be nearly equal – in order to ensure a good fit with the bolt. One critical parameter that affects cylindricity of the hole is cutting speed. Programmers enter cutting speed as a lineal rate in inches per minute (in/min) or millimeters per minute (mm/min), but when cutting a circle the torch must slow down to compensate for the natural lag of the plasma arc as it cuts. Most CNC controls automatically compensate for this phenomenon with an algorithm that factors down the velocity for hole cutting. Called centripetal limiting, this calculation accounts for the length of the radius, torch acceleration, and minimum corner speed to adjust the actual cutting speed around a circle. The programmer or operator may be able to adjust the lineal speed up or down to optimize actual circular-cutting speed for improved cylindricity. This would mean programming different, lower speeds for bolt-holes than for straight cuts on the same part.
Cut height, or voltage setting
Cut height, or voltage setting, is another parameter that affects cut quality on bolt holes. For small holes, cut height should remain constant throughout the cut. With voltage regulated torch height control (THC), cut height is determined by an arc voltage setting of typically 100–180 V. Depending on the responsiveness of the system, using THC for small holes may worsen rather than improve cut quality. It may be necessary to lockout the THC during cutting of small parts to prevent the torch from cutting too high or low and to prevent the torch from diving at the end of the cut. The THC can be locked out by switching into manual mode after the pierce is complete, or reprogramming the part to specify corner-slow-down – no THC – during hole cuts. Newer more responsive torch-height controls may help with defects caused by improper cut height.
Programming lead-ins and lead-outs

The type and size of lead-in and lead-out can significantly affect cut quality, particularly with bolt-holes and slots. Two common defects are divots and bumps. A divot occurs when the arc removes too much material at the end of the cut. As the plasma arc crosses the lead-in kerf – the removed material from the beginning of the cut – it transfers to the saved part, causing a small indentation or, sometimes, a larger scooped-out region. This makes the hole out-of-round.
A bump occurs if the lead-in and lead-out do not adequately overlap. Some of the material in the hole is not completely removed, leaving a bump of uncut metal that prevents the hole from accepting a bolt.
Finding the appropriate lead-in and lead-out to minimize divots and bumps at start and end points can be challenging. Operators can use a trial-and-error process to find the appropriate combination. Generally, a radiused lead-in with a very small or negative lead-out (negative overburn) to the saved part will produce the best hole. Sometimes a short, straight lead-in works better with a small leadout (positive overburn).
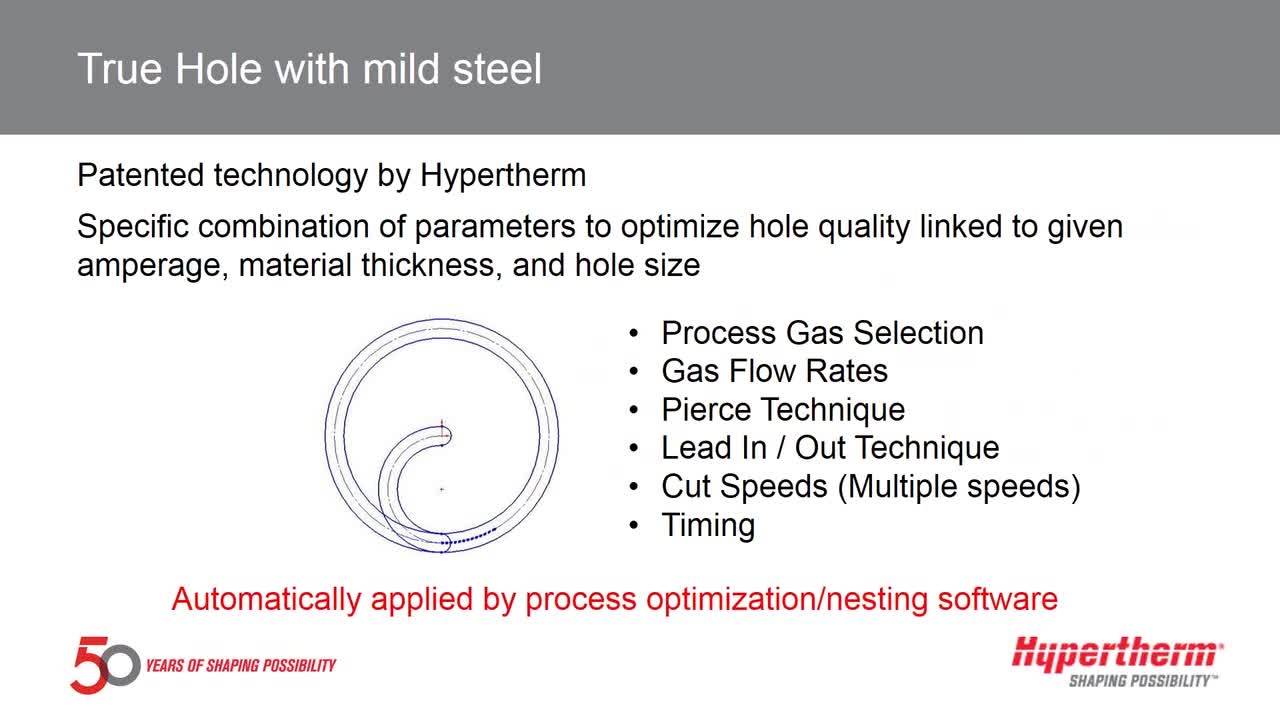
The outward-spiral lead-in is a special design that can be very effective for hole cutting. (Note: This differs from the traditional locking lead-in used in oxyfuel cutting, typically not used for plasma cutting.) The outward-spiral lead-in allows the machine to reach full speed and the arc to stabilize before cutting the hole perimeter, providing the smoothest machine motion throughout the cut.
Nozzle size and amperage
In general, a small nozzle with lower amperage and slower speed will produce a smaller kerf and a finer cut.
For example, with a 200-A plasma system, the highest power – 200 A, 2 mm (0.086") orifice, 3 mm (0.130") kerf) may not be suitable for cutting small bolt holes and intricate details.
Let’s say you want to cut a precise 12 mm (1/2") hole in 12 mm (1/2") mild steel. A 100-A nozzle with a smaller orifice, 1-1/2 mm (0.059"), and kerf width, 2 mm (0.089"), cutting at a slower speed will produce a much finer cut.
To get the best cut from a given nozzle, always set amperage at 95 to 100% of the nozzle’s rating. The downside: reduced consumable life and slower cutting speeds. The upside: a nearly finished part with minimal rework.
When to use high-tolerance plasma
High-tolerance plasma uses a small nozzle orifice and intense gas swirl to constrict the arc. The result is an energy-dense arc with a very narrow kerf that can cut intricate details and very small holes. Conventional plasma systems can cut within 0.76 mm (.030") accuracy and produce cuts with 3–5° of bevel, sometimes as little as 1°. High tolerance systems can cut with 0.25 mm (0.010") accuracy and 0–3° of bevel. They can accurately cut holes as small as 4.76 mm (3/16").
Six rules for cutting bolt holes
- Use the smallest nozzle size rated to pierce and cut the material
- Make sure the pierce-delay allows full arc penetration before machine motion starts
- Lock out voltage-regulated THC
- Use a radiused or spiraled lead-in
- Program a slower cutting speed
- Use a short or negative leadout to the saved part
Related content
Bolt quality holes with plasma
Ready to cut a perfect hole with plasma? It can be done. We show you how to cut bolt ready holes in 1” or thinner mild steel using our ...
Watch video >
EDGE Connect CNC system
Hypertherm Computer Numeric Control (CNC) delivers unmatched reliability, powerful embedded capabilities, and a high level of customizability.