Plasma cutting stainless steel - common questions and considerations
by

Can you plasma cut stainless steel?
Yes. The use of a plasma cutter is one of the best ways to cut stainless steel. In addition, plasma’s ability to cut a wide range of stainless steel thicknesses makes it the most versatile method. Plasma cutting stainless steel is also a cost-effective method, thanks to plasma’s lower capital and operating cost when compared to laser and waterjet and its ideal balance of cut speed and cut quality.
What kind of cut quality should I expect when plasma cutting stainless steel?
It is possible to produce plasma-cut stainless steel parts with excellent quality. Hypertherm’s X-Definition™ plasma process in particular is capable of producing parts with smooth, sharp edges that require minimal or no rework at all; a neutral and shiny surface finish; and very little to no dross. The cut quality you personally achieve will depend on a number of things such as gas selection, the type of plasma cutter you have, the quality of your cutting table, and the exact cut parameters you use.
How can I achieve the best cut quality when plasma cutting stainless steel?
No matter what material or thickness you need to cut, our advice is always the same: Use the settings in the owner’s manual that came with your system. All of our manuals contain very detailed cut charts, including plasma cut charts for stainless steel. Always start with the settings found in those charts and then make slight adjustments later if needed.
Stainless steel type
Stainless steel is unique in that it is divided into families and grades that describe specific properties such as toughness, corrosion resistance, and composition. There are four stainless steel families in all. For purposes of this article, we will only focus on the austenitic family as it is the most popular and widely used family thanks to its excellent weldability.
Within the austenitic stainless steel family, 304 is the most popular grade worldwide, followed by 316. This is important to know because the data in most plasma cut charts are designed for 304 and 316 grade stainless steel. It is possible to use a grade other than 304 or 316, however, small adjustments will often be needed to prevent dross and a rough-cut edge.
Selecting the right gases when plasma cutting stainless steel
When it comes to plasma cutting stainless steel, the type of gas you use will depend on the type of plasma cutter you have and the thickness you need to cut. Before we explain which gas to use, let’s start with a quick overview of the different gases used when plasma cutting.
You actually need two gases: a plasma gas – the gas that actually does the cutting – and a shield or secondary gas. The shield gas is the gas that swirls around your torch and consumables to keep everything from overheating. The most popular plasma gases, regardless of material, are:
- Air
- Nitrogen
- Oxygen
- H35 which is a mixture of 35 percent hydrogen and 65 percent argon
- F5 which is a mixture of 5 percent hydrogen and 95 percent nitrogen
In addition, Hypertherm’s X-Definition class systems (XPR170® and XPR300®), produce great results on thicker stainless cutting using Hydrogen Mix (H2Mix/N2). H2Mix/N2 is a combination of hydrogen, argon and nitrogen with Nitrogen as shield provide excellent cuts on thicker stainless steel, 12mm (1/2") and thicker. Edges are smooth, shiny and either neutral in color or slightly gold-toned (higher mix of Ar). Cuts are essentially dross free, and perpendicularity typically ranges from ISO range 3 to 4.
For your shield gas, you can use air, nitrogen or one additional fluid not listed above "water".
Stainless steel gas selection when using an air plasma cutter
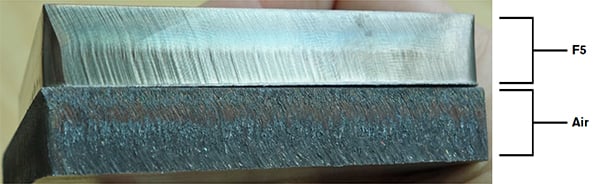
If you have an air plasma cutter like a Powermax®, you have three potential gas choices when plasma cutting stainless steel: air, nitrogen, and F5. Using clean, dry air as your plasma and shield gas is the easiest, fastest, and most economical way to plasma cut stainless steel with an air plasma system. There is a one drawback to using air however: Oxides will form on the cut edge creating a rough, dark gray finish. To lessen oxidation, you can either submerge the stainless steel material you are cutting underwater or use nitrogen instead of air. The downside to nitrogen when plasma cutting stainless steel is that it is more expensive process and will result in more dross. F5 can be used to plasma cut stainless steel with some Powermax system and torch combinations. The use of F5 will leave you with a shiny, silver colored finish (photo below) however, this process is more expensive than other methods and requires that you use a slower cut speed.
No matter which process you use when plasma cutting stainless steel – air, nitrogen, or F5 – it is possible to achieve good – though not excellent – cut quality using an air plasma system. Cut parts will always have some angularity, top edge rounding, and surface imperfections.
Stainless steel gas selection when using a dual-gas or multi-gas plasma
If you have a dual-gas or multi-gas plasma, there are several combinations that can be used when plasma cutting stainless steel. Plasma gas options are air, nitrogen, F5, H-35. In addition, if you have an X-Definition plasma system with the correct gas console, you can use H2Mix. Your shield gas options are air, nitrogen or water. The gas combination you choose will depend on the type of plasma system and gas console you have, along with material thickness, desired surface finish and cut quality, cut speed, and operating cost. The gases we list as “recommended,” will provide the best combination of cut quality, cut speed, and operating cost for a desired thickness.
Cutting stainless steel less than 5 mm (0.188″) in thickness
When cutting thinner stainless steel, our recommendation is to use a nitrogen plasma gas and nitrogen or water for your shield gas. With Hypertherm X-Definition class you’ll get very good cut quality with a sharp top edge. Your surface finish is shiny and not the dark rough gray as other plasma platforms. The surface finish is dull, light gray color when using water as shield fluid.
Cutting stainless steel greater than 5 mm (0.188″) but less than 12 mm (0.5″) in thickness
When plasma cutting mid-range stainless steel, we recommend the use of F5 as the plasma gas and nitrogen as the shield gas. This combination will provide the best combination of cut quality, cut speed, and operating cost. Cut parts will have a sharp top edge, very little angle variation, and a shiny metallic surface finish.
Cutting stainless steel greater than 12 mm (0.5″) in thickness
When plasma cutting thicker stainless steel, you will get the best cut quality by using an H2Mix for your plasma gas and a nitrogen shield gas, available with Hypertherm X-Definition class. This combination will produce a smooth plasma cut surface with good color, a sharp top edge, and little to no angularity and dross. IIf X-Definition class is not available, other plasma systems can use H35 (argon/hydrogen) mixture for the plasma gas. Argon hydrogen is the hottest burning plasma gas in use today and as such provides the maximum cutting capability. The cut quality will not be as good as the H2Mix and you will see a little bit of dross along the bottom edge, however, you will still produce a nice, straight cut with a very smooth surface on stainless steel.
Cutting stainless steel from 5 to 50 mm (0.188″ to 2″)
A final option is Hypertherm’s Vented Water Injection™ (VWI) process. Although most people think of this process as only for aluminum cutting, it is actually a good all-around choice. It is especially good for those who regularly cut a wider range of stainless steel. The VWI process uses a nitrogen plasma gas and water as the shield, like the process outlined earlier for thin stainless. Hypertherm utilizes a high flow vortex nozzle design to increase the plasma arc constriction. This results in high-quality cuts with precise accuracy and improved cut squareness. Additionally, the water shield works to cool the top surface of the metal for a smaller heat affected zone.
Don’t I need a water table to use water for my shield gas when plasma cutting stainless steel?
In general, No. You can use water as your shield gas even if you are using a downdraft fume extraction method. This is because the amount of water used as shield fluid is relatively low and, when cutting thick material, most of the water will evaporate during the cutting process. Still, if you are using a down draft table, we recommend consulting your cutting table manufacturer before you begin to ensure you are using the correct filters. Some filters handle moisture better than others.
What else do I need to know about plasma cutting stainless steel?
 Stainless steel is a much tougher material than mild steel. It absorbs more energy during the cutting process and therefore produces much more heat. This means cutting stainless steel is harder. Still as this article has shown, it is entirely possible to plasma cut stainless steel and produce parts with good, and even excellent, cut quality. To increase your chance of success, you should keep the following in mind.
Stainless steel is a much tougher material than mild steel. It absorbs more energy during the cutting process and therefore produces much more heat. This means cutting stainless steel is harder. Still as this article has shown, it is entirely possible to plasma cut stainless steel and produce parts with good, and even excellent, cut quality. To increase your chance of success, you should keep the following in mind.
- Always begin with the cut settings found in your owner’s manual, understanding that small adjustments may be necessary, especially when cutting less popular grades of stainless.
- Unlike mild steel dross, which is easy to remove, plasma cut stainless steel dross is difficult to remove. You therefore want to avoid the accumulation of dross as much as possible by maintaining a constant torch speed. Ensure the motion capabilities of your cutting table are adequate.
- When piercing stainless steel, the amount of slag (melted metal pooled on the surface of the workpiece) is much greater than the slag produced when cutting mild steel. The use of a longer and straight (as opposed to curved) lead-in can help. You may also need to increase your pierce height.
- To ensure you completely cut parts and are not left with a tab, slow down at the end of a cut so the arc has a chance to catch up and complete the part.
Related products

XPR300 plasma cutting system
Cut faster and use fewer consumables with the XPR300® mechanized plasma cutting system. With unmatched X-Definition® cut quality on mild steel, stainless steel and aluminum, the XPR300 increases cut speed, dramatically improves productivity and slashes operating costs.

XPR170 plasma cutting system
The XPR170® mechanized plasma cutting system delivers next generation X-Definition® processes from very thin up to mid-range thicknesses.