Operational costs of automated plasma cutting
How to calculate cost of operation and benchmark for improvement
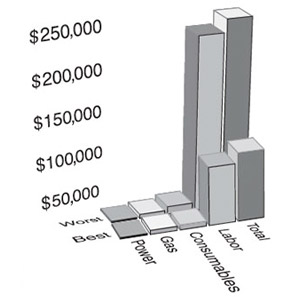
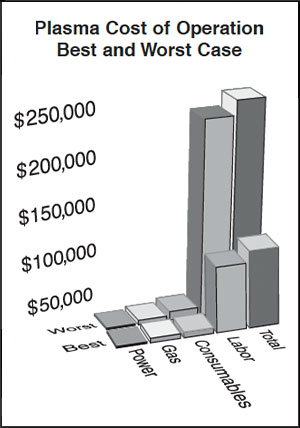
In typical mechanized plasma cutting operations there are four major costs beyond the initial capital investment: power, gas, consumables, and labor.
Power costs
In typical plasma cutting operations there are four major costs: power, gas, consumables, and labor.
Power cost = power consumption x arc-on time x $/kWh
The major power consumer in a cutting machine is the DC power supply. Most of the energy consumed by the system is put directly to work on the material in a very hot energy-dense arc. To get a rough idea of the power consumption of a plasma system multiply the amperage output by the average operating voltage. To calculate kilowatts of input consumed, multiply by a power supply efficiency factor of around 85%. For example, a 200 A plasma system has an average operating voltage of about 140V. This means the power supply puts out 28 kVA, so input consumed is calculated as 28kVA x .85 = 23.8 kW.
To arrive at daily or yearly power consumption multiply by the average up-time or arc-on time in a day. Arc-on time is the amount of time actually spent cutting during a given time interval. This can be measured by a pierce and arc-on time counter, or calculated from programming distances and speeds and daily throughput. Arc-on time will vary with material type and thickness, size of cut pieces, material handling, machine speed, torch height control speed, and many other factors.
Gas costs
Plasma systems use oxygen, air, nitrogen, argon-hydrogen, and other gases.
Gas cost = consumption x arc-on time x $/100 ft3
The consumption rate varies with the size of the plasma system and various operating conditions. Generally, the operations manual will provide consumption rates in ft3/hr for a given nozzle size and operating pressure or flow tube setting. For example, a 200 A oxygen plasma system consumes 70 ft3/hr of oxygen when cutting. To find the cost of operation multiply the consumption rates of plasma gas by the arc-on time and cost of the gas.
The same system may use 300 ft3/hr of shield air. Shop air is generally considered free other than associated maintenance costs to keep it clean. Cut-water or water shield are also inexpensive, but shield gases such as nitrogen, CO2, and mixes can be costly and should be calculated as above.
Consumables
Consumable costs can be tracked on a weekly, monthly or yearly basis. These costs vary widely, depending not only on the cost of the parts but on the performance and life of the parts, which are dependent on many factors. Consumable and plasma torch life varies with application, operating parameters, duration of cuts, number of pierces, operator skill, etc. The best way to capture and begin to control consumable costs is to keep daily logs of parts life measured in number of pierces and arc hours.
Consumables cost = consumption rate x arc-on time x parts cost
Over time, in a production environment, it is possible to closely track the number of pierces and the total arc-hours for a given set of parts on a given cutting job. If a plasma torch is operated and maintained correctly the annual cost of torches, gas swirling devices, shields, retaining caps and other parts should be low compared to the nozzle and electrode cost. But the reality in many shops is that overall consumable cost is twice the nozzle and electrode cost.
Labor costs
Labor costs can be calculated using the following equation:
Labor cost = total hrs/yr x shop hourly rate x no. of people
Most shops have one operator and one helper per machine per shift. Depending on the quality of the cuts from the machine, there may be multiple workers on secondary operations or none.
Obviously, labor is the major cost of operation for plasma cutting. To get the most out of the plasma cutting operation, the fabricator must use labor wisely. That doesn't mean that each operator needs to run three plasma tables. A better solution is to pay for and train a good operator who can keep the machine running and produce good parts.
Recommendations
Here are some recommendations to optimize your cutting machine costs and productivity.
- Maximize up-time on the machine—A cutting machine should be cutting. Preventative maintenance is essential to prevent costly downtime for repairs. Material handling solutions such as multiple cutting beds, overhead cranes, and plate handlers can minimize manual loading and offloading and keep the operator focused on the cutting process. Machine motion parameters matter as well. If the torch height controls or machine traverse speed is slow the machine spends more time positioning the torch than cutting metal.
- Minimize secondary operations— Controlling costs of secondary operations is achieved by optimizing cut quality. To do this requires not only a well-maintained machine but also a well-trained operator. The highly skilled operator produces more cut pieces of higher quality, with less scrap material and less rework down the line. Getting good cut quality from the plasma cutting process requires careful control over process parameters and attention to detail.
- Control consumable costs— Controlling consumable costs, like controlling cut quality is part equipment and part operator. A good operator will get the most out of a set of parts and prevent catastrophic failures.