空气等离子切割机
空气等离子切割机便携、功能强大且用途非常广泛,专为轻型金属加工而设计,通过手持或机用割炬(例如在 CNC 等离子切割机上)实现金属切割、刨削和打标作业。适用于需要轻松、稳定地对厚度达 38 mm(1-1/2′′)的金属进行刨削和切割的金属加工者。请参阅我们的产品系列。
传统单一气流等离子切割
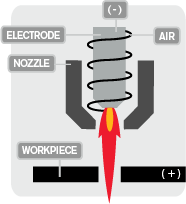 传统的单气流工艺是指压缩气体在电极与喷嘴之间流动的过程。带负电的端子(电极)先在喷嘴之间激发等离子弧,然后在带正电的端子(工件)之间形成引导弧并完成转移。电弧使气体带电并激发电子,将其转化为电离气体,也称为等离子气体。在此状态下,电离气体变成等离子体(第四种物质状态),并用于切割金属。气体还有助于割炬本身的冷却,并将高温熔融金属从切割处吹离,从而减少熔渣和残渣。通常使用压缩空气,此方案性价比高并且使用广泛,通常用于手持式等离子切割系统,例如从 30 安培等离子切割机到 125 安培等离子切割机的 Powermax 系列等离子切割机。Powermax30 AIR 等离子切割机用途广泛,配有内部空气压缩机,方便使用。
传统的单气流工艺是指压缩气体在电极与喷嘴之间流动的过程。带负电的端子(电极)先在喷嘴之间激发等离子弧,然后在带正电的端子(工件)之间形成引导弧并完成转移。电弧使气体带电并激发电子,将其转化为电离气体,也称为等离子气体。在此状态下,电离气体变成等离子体(第四种物质状态),并用于切割金属。气体还有助于割炬本身的冷却,并将高温熔融金属从切割处吹离,从而减少熔渣和残渣。通常使用压缩空气,此方案性价比高并且使用广泛,通常用于手持式等离子切割系统,例如从 30 安培等离子切割机到 125 安培等离子切割机的 Powermax 系列等离子切割机。Powermax30 AIR 等离子切割机用途广泛,配有内部空气压缩机,方便使用。
双气流等离子
该工艺的基本原理与单气流等离子工艺非常相似。它使用等离子气体,但同时设有次级气流,该气流被注入于
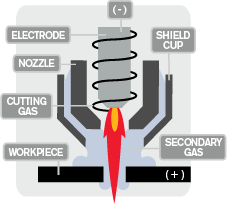
喷嘴与保护帽之间,可提高性能。次级气流称为“保护气体”。虽然空气可以用作保护气体,但也使用其他气体类型,即氮气(最适合于不锈钢)、氩氢气混合物(最适合于较厚的材料或高合金金属)。次级气体的性能优势是切口干净(残渣少)、切割速度高并且割炬寿命长(冷却效果较好)。次级气流还有助于保护切口免受氧化。
高精细等离子切割
有时称作高精度等离子设备,这类设备可提供优异的切割品质和切割速度,并可降低大批量、高负荷生产环境的运行成本。
在此工艺中,采用专用喷嘴设计,使电弧进一步变窄,从而提高了能量密度。由于电弧能量更高,在切割厚度不超过 50 mm (2”) 的材料时,与传统的等离子切割技术相比,高精细等离子切割机可实现出色的切割品质,其切口边缘角度很小,割缝更窄,切割速度更快。使用此类系统使切割零件的精度普遍保持在 ±0.25 mm (0.010") 的公差范围内。
如今,高精细等离子切割机可实现很高程度的自动化,而且系统本身仅用于自动化应用。早期等离子系统要想实现良好切割质量,要求数控机器操作员具备扎实的专业知识。在最先进的切割系统中,这些专业知识基本上都被整合到了管理日常机械切割作业的计算机辅助制造(CAM)软件中。
借助高精细等离子切割机,使用 TrueHole(属于海宝 SureCut 套件)这类技术,可以切割出圆形且几乎没有锥度的孔,并且设备工作台运动与 THC 控制功能相匹配。经过精修后,切割边缘呈直角并且没有残渣。与传统的等离子切割类型相比,其连续切割周期能显著提高生产效率。单台等离子切割系统使用同一款割炬,可切割从薄规格金属板材到厚度超过 182 mm (6”) 的材料。等离子割炬可通过同一喷嘴孔口完成切割和打标作业。在较厚的金属和坡口加工应用中,切割过程要比火焰切割和激光切割快。
X-Definition 级别等离子切割
X‑Definition™ 等离子切割是行业最新、最先进的等离子切割技术,为低碳钢的切割质量和稳定性设立了全新标准。同时,它还将海宝首创的高精细工艺应用扩大到多种有色金属的切割应用中。
安装在高品质的自动化切割机上时,X-Definition 等离子切割技术能够实现可与激光切割相媲美的精确边缘切割角度:切割较薄的金属板材时质量可达到 ISO 9013 范围 2,切割较厚的金属板材时质量可达到范围 3,且稳定性更佳。
使用高精细等离子切割机(包括上述 HPR),可以使用空气以外的其他气体,如氮气(非常适合于不锈钢和铝材)、氩气(非常适合于有色金属)、氢气(通常与氩气混合,用于切割厚的不锈钢或铝材)以及氧气(非常适合于切割低碳钢)。
X-Definition 绝非只是一项设计创新。它由多种扩展切割技术和切割方法组成。
X-definition 技术中的附加扩展切割技术
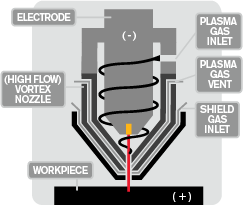
HyFlow 旋涡式喷嘴技术或排气喷嘴技术
这种独特的两片式排气喷嘴设计通过对准并聚焦等离子弧来提高电弧的稳定性和能量密度,从而在切割所有钢材(包括不锈钢)和铝材时获得更干净、更锐利和更稳定的边缘质量
高级自动气体箱 (VWI)
这是一种正在申请专利的工艺,采用排出的氮气等离子气体和氢气保护气体,可使铝材和不锈钢的切割边缘更加方正,斜度更小。
等离子气分流技术
使用这项技术能够回收从排出的等离子气体中提取的氢气并与保护气体相混合,在切割厚度不超过 12 mm (15/32 英寸) 的不锈钢时能显著减小切割角度,边缘颜色稳定一致。该技术能够回收从逸出的等离子气体中提取的氢气,
等离子气缓冲技术
正在申请专利的技术:在切割薄的不锈钢时,往往需要以较低的电流、高度压缩的电弧进行切割,此时,压力和气流发生波动会使电弧不稳,在这种情况下在喷嘴中加装一个腔室,用于吸收压力和气流的波动。这样可以消除切割表面波浪形和不规则的现象。
Cool nozzle™(快速冷却喷嘴)
正在申请专利的 300 安培氧气切割工艺:使用该技术将液态冷却剂直接送至喷嘴孔,将易损件在寿命期内的切割质量提高 40% 以上。
增强型弧稳定技术
这项技术通过调整保护气体的冲击方式,提高从穿孔或锐角处引弧时的电弧稳定性,从而缩短引弧长度,同时提高切割质量。
请参见我们的 X-Definition 产品系列。
