了解等离子切割属性
了解等离子切割能力可以为您带来无可比拟的优势。其中一些知识包括了解等离子切割变量、它在哪些应用中表现出色、运营成本与其他技术、尺寸与功率以及自动化选项。
等离子切割可以切割的材料类型
-
等离子切割适用于所有导电金属及工件,通常用于切割不锈钢、铝、低碳钢、工具钢甚至钛。
-
等离子技术可以加工坚硬的工件,包括生锈或喷漆表面和膨胀金属,使切割工艺多样化。
-
等离子技术也适用于镀锌金属,只需确保在切割锌时通风。
等离子切割的类型
-
标准切割。
-
等离子齐平切割是使切割表面与相邻表面保持“齐平”的加工工艺。
-
等离子坡口切割旨在形成与工件表面不垂直的均匀斜切面。
-
等离子穿孔切割从金属中间开始切割。穿孔切割的日常用途是等离子孔切割。
-
等离子拖拽切割是手持式操作,您可以沿着工件“拖拽”等离子割炬。
-
等离子弧气刨是一种去除金属但不切穿工件的技术,可为焊接准备或修复建立独特的轮廓。
-
加长型等离子切割使用延伸易损件进入标准易损件无法触及的难以触及区域。Hypertherm HyAccess™ 易损件是解决此问题的良好方法。
-
等离子骨架切割是切割和去除金属板材或 " 骨架 " 余料的工艺。
-
等离子铸件修整是一种用于铸造和压铸作业的方法,可使用等离子割炬而不是传统的机械工具去除铸造金属零件的多余材料,如毛边、浇口、浇道和流道。
-
等离子打标可以在工件上附上近乎永久性的技术信息,例如部件号、条形码、划线和弯折指示线。
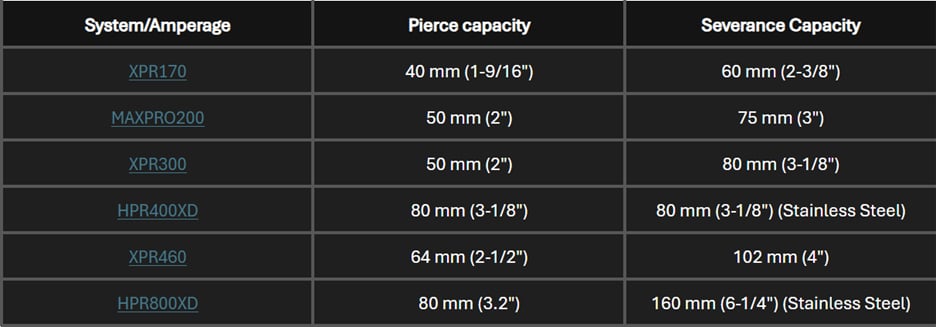
等离子切割机可以切割出理想的厚度,以获得高质量的切口
等离子可切割的厚度在很大程度上取决于电源、割炬和易损件的电流。其他重要因素包括材料类型、切割速度、切割气体和零件结构。
Powermax 系统:

MAXPRO®、 HPR® 和 XPR®系统:
如何测量/确定等离子切割质量?
-
公差范围*为 +/- 0.38 mm 至 0.5 mm(+/- 0.015 英寸至 0.020 英寸),对于厚度小于 10 mm(3/8 英寸)的钢材,平均边缘切割角度为 2° 至 3°;12 mm 至 38 mm(1/2 英寸至 1-1/2 英寸)的钢材为 1°;50 mm(2 英寸)的钢材小于 1°。
-
热影响区较小,一般小于 0.25 mm。
-
正确选择切割工艺和等离子气体可以大大减少边缘硬化,实现出色的焊接性能。
-
割炬运行平稳,切口相对光洁。
-
在额定生产能力范围内,钢材切割产生的熔渣(重新凝固的熔化金属)
* 公差会随材料类型和厚度、零件几何形状以及切割系统的总体设计和质量的不同而不同。此处列出的公差是指假定使用具有优良运动控制功能的优质切割床时所普遍接受的公差。不同的切割床即使配备完全相同的切割组件,切割结果也会不同。
生产效率:等离子切割机的速度
-
等离子切割能在多种厚度的材料上实现快速切割,从薄板到超过 50 mm(2 英寸)的厚度均可。这意味着更高的生产效率、更少的瓶颈、更准时的交付、更充足的现金流和更大的业务增长潜力。
-
在切割 16 mm(5/8 英寸)以上厚度的低碳钢时,等离子切割速度优于 15 kW 激光切割设备;超过 20 mm(3/4 英寸)时速度优于 20 kW 激光切割设备;而当厚度达 30 mm(1-3/16 英寸)以上时,其速度甚至超越 30 kW 激光切割设备。
-
切割较薄材料时,等离子切割速度比火焰切割快 12 倍。
-
切割厚度不超过 50 mm 的材料时,比火焰切割更快
-
与火焰切割相比,等离子切割速度更快。使用火焰切割穿透 16 mm(5/8 英寸)厚的钢材可能需要 30 秒。等离子切割需要不到两秒钟的时间。
-
使用等离子切割法不需要预热,并且冷却时间很短;与等离子切割相比,火焰切割会使工件在较长时间内保持高温。
使用等离子切割系统需要考虑哪些不同的运行成本?
-
切割厚度不超过 50 mm 的所有材料时,单位零件成本较低。
-
相较于光纤激光切割,由于等离子切割采用优化的工艺流程并且气体消耗更少,在加工较厚的金属时每英尺/米的加工成本通常更低。
-
与火焰切割相比,等离子切割的运行成本更低,因为您不必担心重新加注和运输易燃气瓶。
-
维护和保养需求少
-
空气压缩机成本。
-
易损件 电极、喷嘴、外固定帽、涡流环、固定帽或仅一个一体式快换割嘴。
-
加工特定切口的气体成本。
-
适用于大规模作业的人工成本。
资本设备成本相较于其他切割技术。
-
中等:比火焰切割高,比激光切割和水射流切割低
-
这也取决于您需要的电源规格和需要进行的金属制造 / 加工。
-
用于 CNC 加工作业的切割床。
-
用于自动作业的机器人 / 协作机器人。
-
烟气控制,确保大规模生产或加工某些金属(锌)时的安全环境。
空气等离子切割机的便携性(30 amp -125 amp)
-
本空气等离子切割系统采用高度便携、轻量化的逆变器设计
-
如今的系统专为各种电源(包括发电机)的良好性能而设计。
-
有些系统不需要连接压缩空气,它们包括内置空气压缩机,如 Powermax30 AIR。
等离子切割自动化
自动化是制造业的未来,也是制造业的当下。它可实现高频次的优化生产。
-
CNC 工作台 ,它是一台使用自动化技术以精确和快速切割金属等材料的机器。它可以支持多种制造工艺,包括路径切割、钻孔、火焰切割、等离子切割、水刀切割和激光切割。
-
3D 切割,希望提高生产效率和产品产量的金属加工商纷纷选择协作式机器人等离子切割技术。这种创新的解决方案可在减少二次加工的同时带来快速、一致和安全的切割和气刨效果,而这一切都无需巨额投资,也无需冗长的学习周期。
最终结论
等离子切割是一种快速、高效且多用途的加工工艺,适用于大多数金属切割应用。等离子切割系统具有先进的功能,如引导弧技术、数控和机器人自动化,以及多种切割技术,从平切和坡口切割到气刨和打标,能够提供精度、速度和灵活性。此外,还能够切割各种导电材料的能力使其具有出色的通用性。无论您是加工不锈钢、铝材还是镀锌金属等多种厚度的材料,等离子技术都能在手动和自动环境中表现出色。等离子切割机 可用于进行机用切割和便携式手持切割,在这些切割应用中通常无法使用其他工艺。其高的生产效率、低的运行成本和便携性使其成为寻求提高效率和切割质量而不降低性能的车间的理想选择。