Optimizing the use of plasma cutting consumables
Guest post by Jim Colt
Today more than ever, the busy fabricating shop spends a fair amount of effort improving shop floor efficiency. When this involves a busy CNC plasma cutting operation, the focus is always on getting more and higher quality parts off the cutting table for each and every shift.
Behind the scenes, this often involves the use of more efficient CAM nesting software, better material handling processes, the latest high definition class plasma cutters, and easier to use motion controls.
Often neglected are the very components that are actually generating the high temperature plasma cutting arc—the torch and consumable parts such as the electrode, swirl ring, nozzle, shield, and retaining caps.
In my travels over the last 30 plus years, the one constant I always see on the cutting shop floor, next to every CNC plasma machine, is a five gallon pail full of these “used up” plasma cutting consumable parts.
When visiting, it has always been my practice to reach into this bucket and pull out a handful of parts. I’ve found these parts tell me a lot about the plasma cutting operation in that particular shop.
The erosion of the electrode, the swirl marks on the used nozzle and the condition of the nozzle and shield orifices tell a story about either the condition of the plasma system itself, or of training issues that need to be addressed with the machine operators.
In many cases I find as many as 40 percent of the parts in this “used up” pail actually aren’t “used up” at all. Many times, these parts can go right back into the torch and be re-used with excellent cut quality.
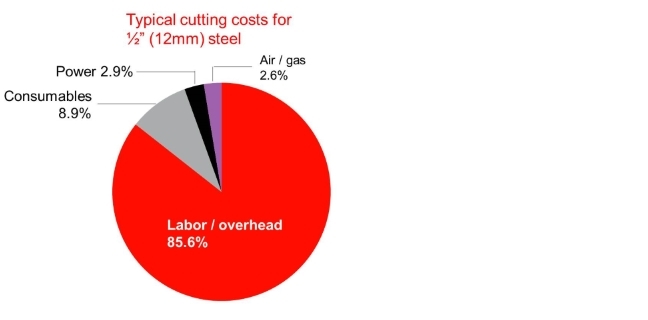 Doing this one simple thing—using consumables until they have actually reached the end of their useful life—can result in a big cost savings. As the pie chart above shows, consumable parts should account for no more than 10 percent of your operating cost. Unfortunately, for the vast majority of shops, that isn’t the case. Consumables account for much more than that. In reality, many shops see a number much closer to, if not greater than, 25 percent, about what we would have expected 25 years ago.
Doing this one simple thing—using consumables until they have actually reached the end of their useful life—can result in a big cost savings. As the pie chart above shows, consumable parts should account for no more than 10 percent of your operating cost. Unfortunately, for the vast majority of shops, that isn’t the case. Consumables account for much more than that. In reality, many shops see a number much closer to, if not greater than, 25 percent, about what we would have expected 25 years ago.
While much of the improvement in consumable life, cut quality and operating cost of CNC plasma cutting equipment is attributed to technology breakthroughs in system, power supply and torch designs, much of the responsibility of getting the most out of these consumable parts falls directly on the machine operator.
If the shop has no specific rules on when to change consumable parts, operators are left to decide. Often, a good time, in their mind, is at the beginning of their shift. While some consumables may need to be changed once per shift, some consumable parts can easily last 50 shifts or more.

The above set of consumables was removed from a Hypertherm HyPerformance Plasma HPR260XD. This set cut more than 6,800 linear feet (or about 1.3 miles!) of ½ inch thick steel, and at the point this photo was taken, are only half consumed. This set easily has another mile left in it.
The frequency with which consumables parts need to be changed really depends on a lot of factors. The amperage at which you are cutting, the type and thickness of material you are cutting, the amount you cut per shift, and so on.
There are no hard rules. For this reason, it is very important that machine operators understand the function of the individual torch consumable parts. They need to know how to read wear patterns and determine when parts should be replaced or re-used.
I am aware of at least one large steel service center in the U.S. that reported an almost 40 percent reduction in consumable parts usage after one such training.
A few suggestions to optimize the consumable life in your CNC plasma cutting operation then are as follows:
First, ensure you have the latest technology on your CNC machine. The latest generation of plasma system components—the plasma power supply, CNC, torch height control, and CAM software—have been designed to work together to provide the best combination of cut quality, cut speed, and consumable parts life.
Second, ensure that your equipment is well maintained by following the manufacturer’s preventative maintenance program. These are complex cutting systems that will work well for decades if properly maintained.
Third, keep your operators up to speed on consumable parts optimization. Most major manufacturers provide guidance on how to inspect consumable parts. Resources available from Hypertherm include
(1) your owner’s manual,
(2) our Best Practices for the Best Consumable Life and Performance webinar, and
(3) our SPARK blog postings covering the various consumable parts: Electrode, nozzle, swirl ring, shield, and retaining caps.
One final note, never run consumables until they fail. The consumables shown below were used in a shop environment where the supervisor instructed machine operators to do just that. Unfortunately this method will lead to a catastrophic failure of the electrode which usually destroys parts—such as the shield and nozzle—that could have lasted two to 50 times longer than the electrode that failed. This type of usage can also cause torch damage, another expense added to the cost of cutting.
