パート2 軟鋼の切断性能において大幅な改善をもたらす X-Definition プロセス技術

編集者注:こちらは、3 部シリーズの 2 番目の記事です。 パート 1 を読む
XPR™ および X-Definition™ プラズマは、最近のハイディフィニションシステムと比較しても、性能において大幅な変化を提供する新しい加工技術を数多くもたらしました。ISO 9001 では、垂直面から切り口の偏差を測定し、垂直面から最も小さな偏差を 1、最も大きな偏差を 5 とした 5 つのレンジに分けています。軟鋼では、従来型のプラズマは主に ISO レンジ 4 と 5 の切断技術です。ところがハイディフィニションは主にレンジ 3 と 4の技術であり、X-Definition プラズマは主に ISO レンジ 2 と 3 の技術です。もう 1 つの違いは、(以前のシステムと比較して) 長期化した消耗部品の寿命の大部分でこれらのレンジを維持することです。
ISO レンジ 2 と 3 の切断技術
厚い材料 (厚さ 12mm もしくは 1/2 インチから最大加工厚までとして定義) を 130 アンペア以上で切断する際、XPR は消耗部品の寿命のほぼ全期間を通して、レンジ 3 の切断を提供することができます。薄い材料 (10mm もしくは 3/8 インチ未満のものとして定義) を低電流プロセス (30 アンペアまたは 80 アンペア) で切断する場合、X-Definition の切断は、ISO レンジ 2 の品質に非常に近いものになります。
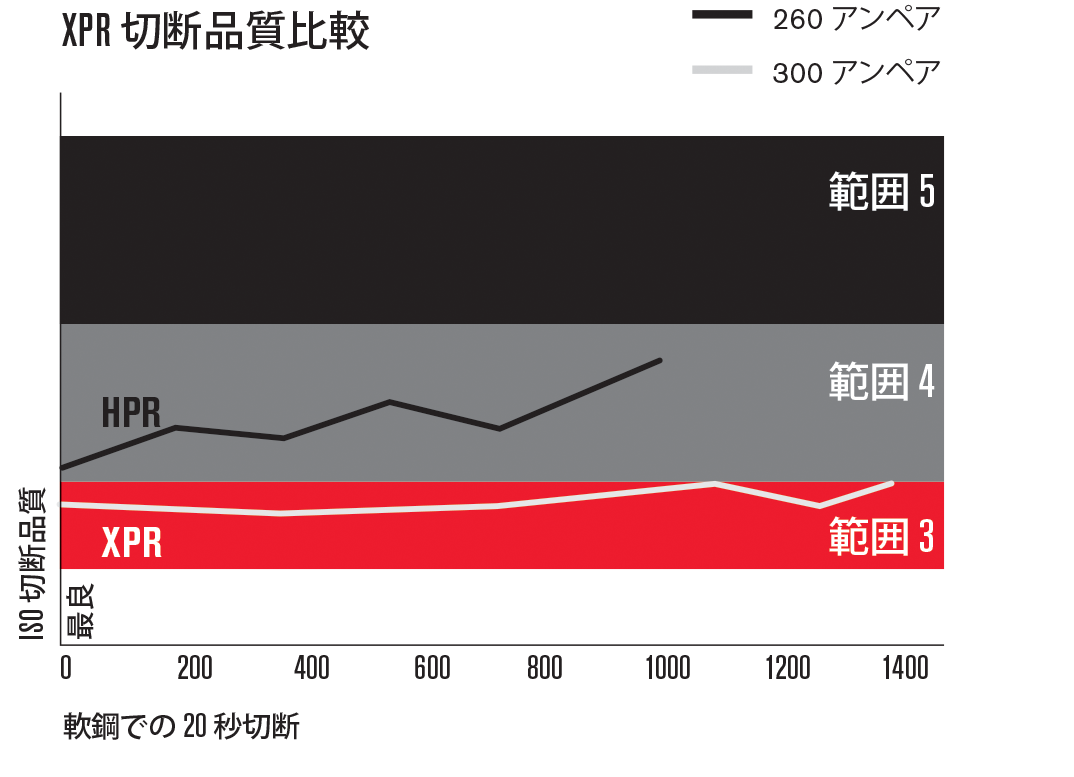
厚い材料に対して 300 アンペアのフル出力で使用した場合、XPR300 に搭載された X-Definition プラズマは、消耗部品の寿命のほぼ全期間を通して ISO レンジ 3 の切断品質を維持できます。これは、旧世代のハイディフィニション切断のレンジ 4 切断品質との比較です。
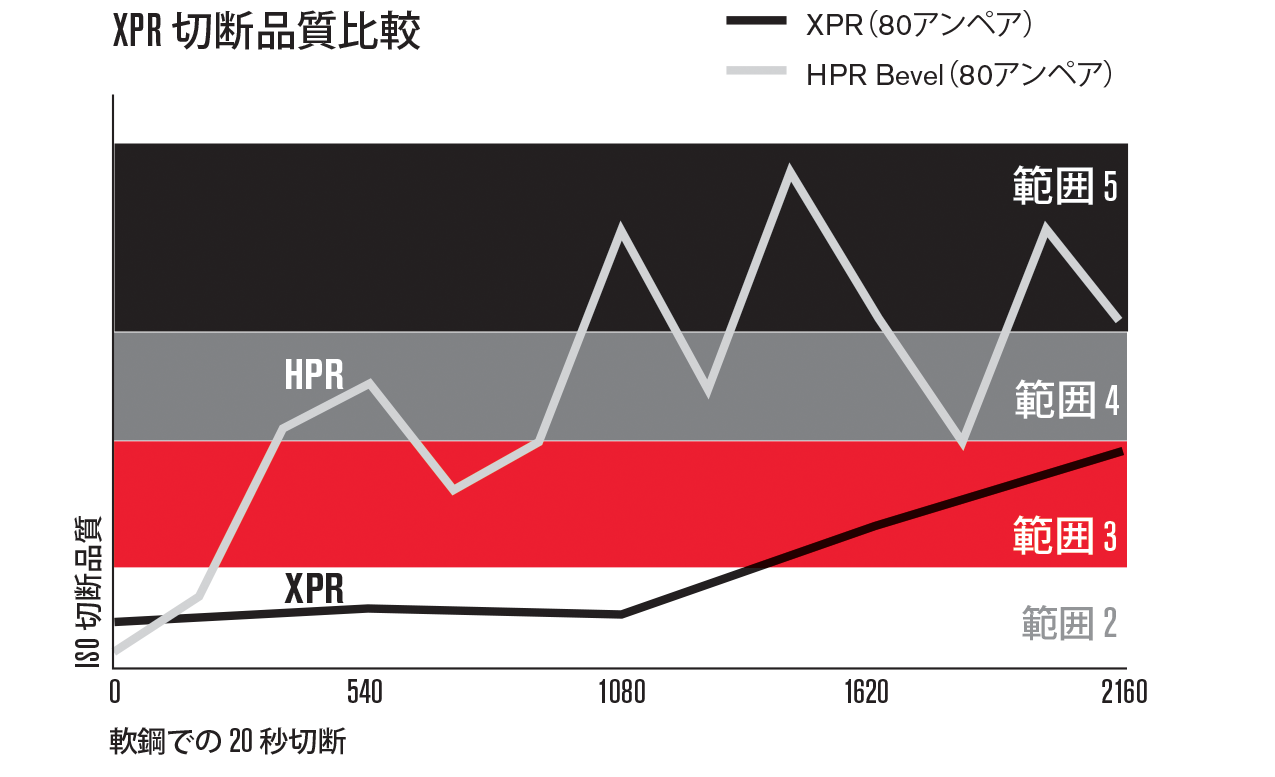
薄い素材 (たとえば、10mm もしくは 3/8 インチ以下”) では、80 アンペアの X-Definition プラズマプロセスは、レンジ 3 に移行する前に 1,100 回の 20 秒ピアシングおよび切断で一貫して ISO レンジ 2 を保ちます (注:テストは消耗部品の寿命が切れる前、2160 回目のスタートで意図的に終了されました)。これは、主に旧世代のハイディフィニション切断のレンジ 3 とレンジ 4 の品質との比較を示しています。
プラズマ vs レーザー
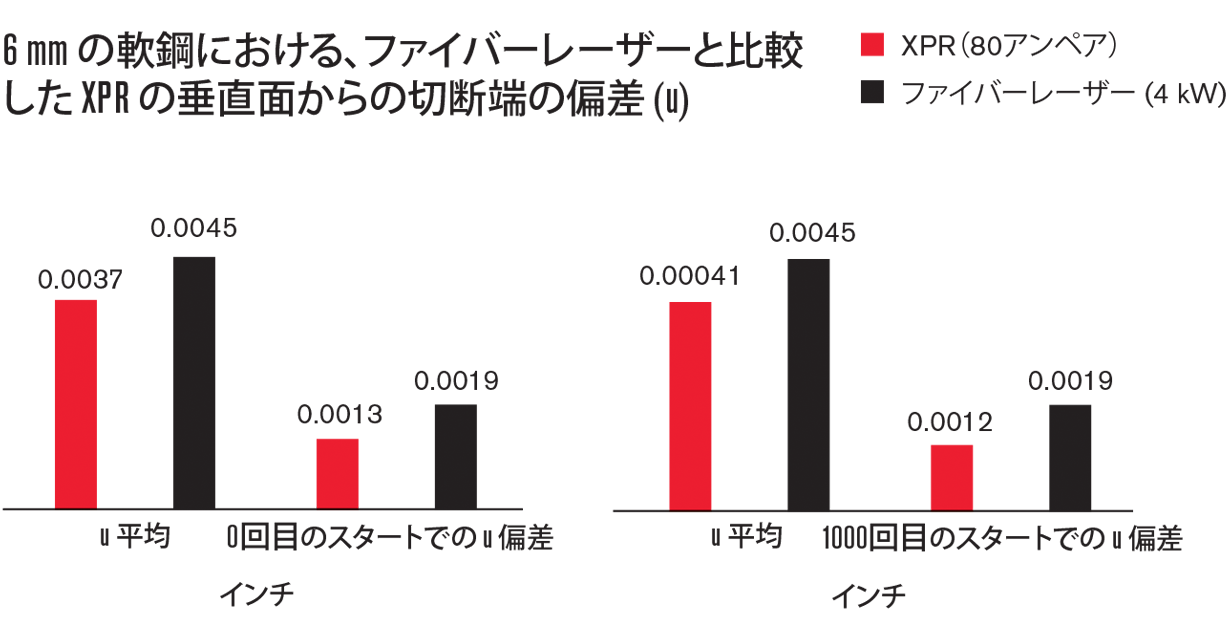
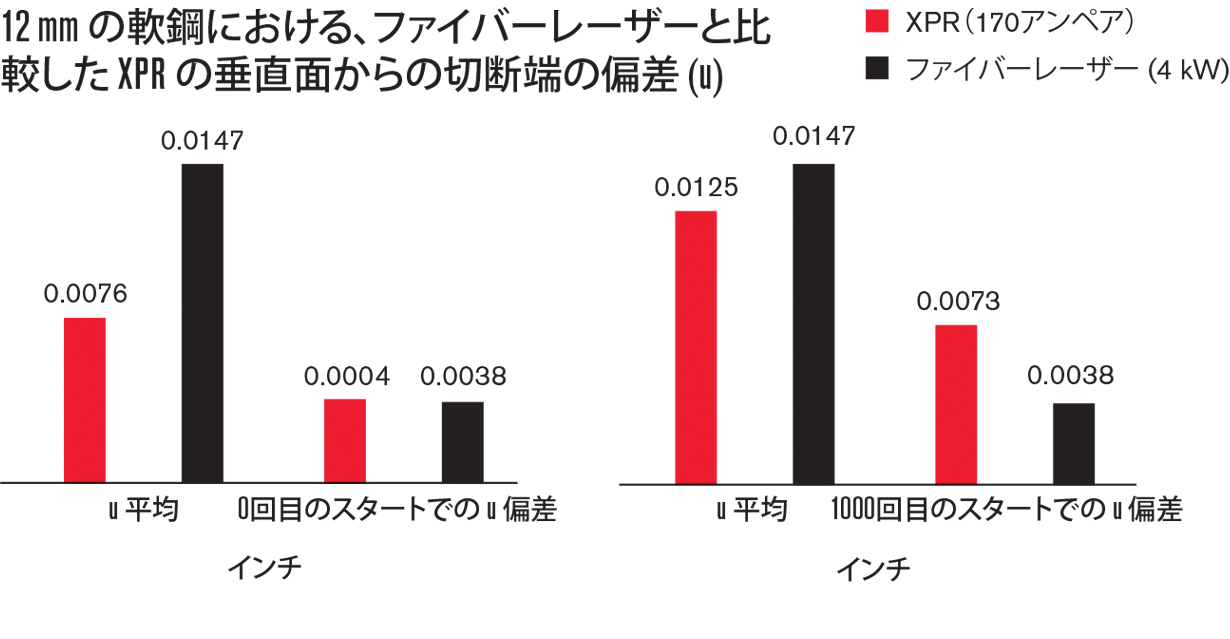
ファイバーレーザーと並行して実施したテストでは、様々な厚さにわたって ISO レンジを比較しました。下記は、6mm (1/4 インチ) と 12 mm (1/2 インチ)での 2 つの例を示しています。X-Definition プロセスは、品質だけでなく、品質および生産性の両方 を最適化することを目的とした速度で動作するよう設定されています。6mm では、X-Definition は垂直面からの平均エッジ偏差がより少なく、1,000 回のスタート後でも偏差の変動がわずかに小さいことが示されました。結果は、厚さ 12mm (1/2 インチ) の軟鋼でも同様でした。
これらすべての測定値は、実際の切断部品にどのように表れるのでしょうか?以下は、それを実際に示す軟鋼の切断例です。



薄い軟鋼から厚い軟鋼の切断まで、X-Definition クラスプラズマは、「非常に」滑らかな表面仕上げ、優れた垂直製を備えたシャープなエッジと孔の品質を提供します。特に、薄い軟鋼では、微細な形状の切断能力が非常に優れています。
最新の X-Definition プラズマ技術で何ができるかご存知ですか?いますぐ当社までお問い合わせください。
関連製品


XPR300 プラズマ切断システム
新型 XPR300® マシンプラズマ切断システムで、切断をより速く、消耗部品の消耗をより少なく。軟鋼、ステンレス、アルミに対して比類ない X-Definition® 切断品質を実現する XPR300 は、切断速度の向上で生産性を大幅に改善し、運用コストを削減します。

XPR460 プラズマ切断システム
Hypertherm XPR® 製品群の 1 つである XPR460 は、同クラ スの中でより厚い板をより速い切断速度、最も安定した切断品質で切断し、生産性を向上させ、運用コストを低減させます。