Técnicas de ranurado con cortadora de plasma

El ranurado por arco de plasma (PAG) es el proceso de eliminación de metal mediante el uso de gas y una corriente eléctrica para generar un arco de plasma. El ranurado por plasma es una variación del corte por plasma, en la que el arco se “desenfoca” al cambiar el tamaño del orificio en la boquilla de la antorcha de plasma. Un arco de corte se dirige hacia abajo a través del metal para expulsar el metal fundido hacia abajo y hacia afuera a través de la sangría, forzando la separación de las dos piezas de metal. En lugar de posicionar la antorcha de tal manera que el arco funda y sople el metal fundido para separar la pieza de trabajo, en el ranurado por plasma, la antorcha se inclina en un ángulo con respecto a la pieza de trabajo y el arco crea una ranura en la superficie metálica, mientras que los gases soplan el metal fundido hacia un lado. Se pueden utilizar diferentes gases, dependiendo del material base, para lograr el acabado metálico deseado.
Las técnicas predominantes utilizadas en la industria son el ranurado por arco de carbono y el ranurado por arco de plasma debido a sus ventajas relativas.
Ventajas del ranurado por plasma
El ranurado por plasma tiene muchas ventajas sobre los métodos de ranurado por arco de carbono y oxicorte. Funciona en cualquier metal conductor, incluidos el acero al carbono, acero inoxidable, aluminio y cobre. El ranurado por plasma es más rápido que el ranurado por oxicorte y el ranurado por arco de carbono, lo que incrementa la productividad. Proporciona perfiles de ranurado más consistentes y repetibles, lo que requiere menos trabajo secundario, como la rectificación. El ranurado por plasma está libre de contaminantes de carbono, lo que elimina la fragilización del carbono en el metal.
El ranurado por plasma proporciona soldaduras más resistentes y una mayor integridad general del material.
El ranurado por plasma también es mejor para los operarios. Requiere menos tiempo de formación y tiene una curva de aprendizaje más corta, lo que permite que los nuevos operarios se conviertan rápidamente en expertos. El ranurado por plasma ha mejorado la seguridad de los trabajadores en comparación con el ranurado por oxicorte y el ranurado por arco de carbono, ya que presenta niveles de ruido y residuos más bajos para cumplir con los requisitos normativos y de seguridad laboral.
Preparación para ranurar con plasma
Los operadores usan varias técnicas para lograr diferentes perfiles y tamaños de ranura, ya sea con una antorcha manual o usando un método mecanizado como el sistema de rieles. Al ranurar a mano, es importante asegurarse primero de que el sistema de corte por plasma esté configurado correctamente.
Para comenzar, asegúrese de que la antorcha de plasma, el cable de masa y la alimentación de gas de entrada estén debidamente conectados a la pinza de masa acoplada a la pieza de trabajo o a la conexión a tierra de la mesa. Recuerde usar siempre el equipo de protección personal adecuado cuando trabaje con un sistema de plasma, incluidos guantes, protección ocular adecuada, protección auditiva y ropa de protección.
A continuación, instale los consumibles de ranurado adecuados en la antorcha basándose en el tipo de ranurado que desee producir. Los sistemas de plasma como el Hypertherm Powermax® utilizan consumibles de ranurado diseñados para optimizar el rendimiento del ranurado.
-
Los consumibles de control máximo están diseñados para una eliminación de metal más precisa, el lavado de materiales ligeros y cuando se desea un ranurado poco profundo. Si está aprendiendo a ranurar, posiblemente quiera comenzar con consumibles de control máximo para evitar daños en la pieza de trabajo.
-
Los consumibles de eliminación máxima están diseñados para aplicaciones de remoción agresiva de metales, perfiles de ranurado profundo y lavado extremo de metales. Se recomiendan velocidades de ranurado más rápidas para controlar el arco de plasma concentrado.
-
Los consumibles de ranurado de precisión están diseñados para remover pequeñas cantidades de metal o soldadura a una corriente de salida muy baja.
-
Los consumibles para ranurado y corte ampliado permiten un acceso más fácil al ranurar en espacios de difícil acceso o lugares de trabajo reducidos
Muchas cortadoras de plasma tienen un modo de funcionamiento específico para el ranurado, que ajusta la cantidad de presión que llega a la antorcha. Si su sistema de corte por plasma tiene un modo de funcionamiento específico para ranurado, asegúrese de configurar su sistema en modo ranurado para comenzar.
Ranurado con una antorcha de plasma manual
La técnica de ranurado más común consiste en colocar la antorcha en ángulo en relación con la pieza de trabajo, mientras se forma el arco piloto y luego se transfiere a la placa. Una vez realizado el contacto, el operario apunta o avanza el arco en la dirección en la que desea ranurar.
1. Sostenga la antorcha de la cortadora de plasma de modo que la boquilla quede a unos 1.5 mm (1/16") de la pieza de trabajo antes de encender la antorcha.

2. Sostenga la antorcha a un ángulo de 40° respecto a la pieza de trabajo, dejando un pequeño espacio entre la pieza y la punta de la antorcha. Oprima el gatillo para obtener el arco piloto. Transfiera el arco a la pieza a cortar.
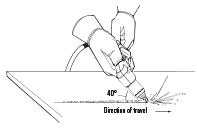
3. Mantenga un ángulo de aproximadamente 40º en relación con la pieza de trabajo mientras mueve la antorcha a lo largo de la pieza de trabajo, empujando el arco de plasma en la dirección en la que desea ranurar. Dejar un pequeño espacio entre la punta de la antorcha y el metal fundido para evitar reducir la duración de los consumibles o dañar la antorcha.
Cambiar el perfil de la ranura
En general, puede cambiar el perfil de ranurado y la tasa de remoción de metal modificando la velocidad de la antorcha a medida que se desplaza por la pieza de trabajo, la distancia entre la antorcha y la pieza de trabajo, el ángulo entre la antorcha y la pieza de trabajo y la corriente de salida (A) de la fuente de energía para el plasma. Un resumen de los efectos de cada uno de ellos es:
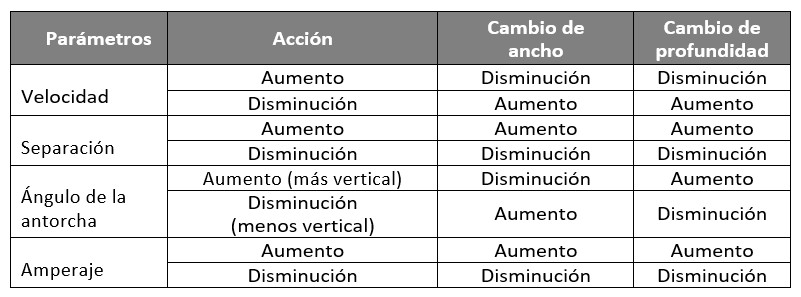
Los siguientes factores son las principales “palancas” disponibles en una instalación de ranurado por arco de plasma que afectan a la profundidad de ranurado. Aunque existen puntos de arranque para todos los parámetros, es probable que se experimente con cada uno de estos factores para obtener los resultados deseados para una aplicación específica.
Parámetros que afectan a la profundidad de ranurado cuando se utiliza plasma
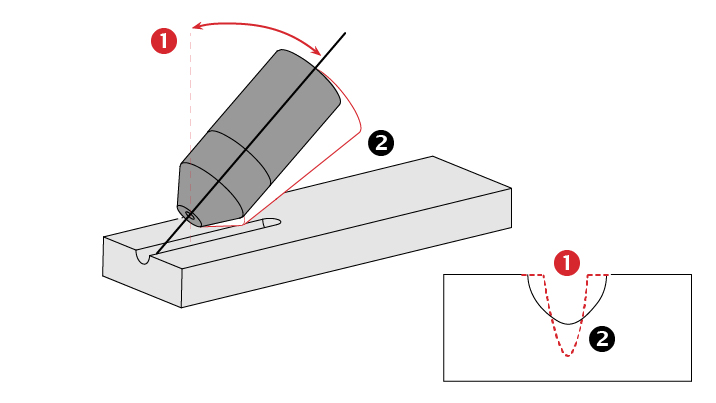
Altura de la antorcha
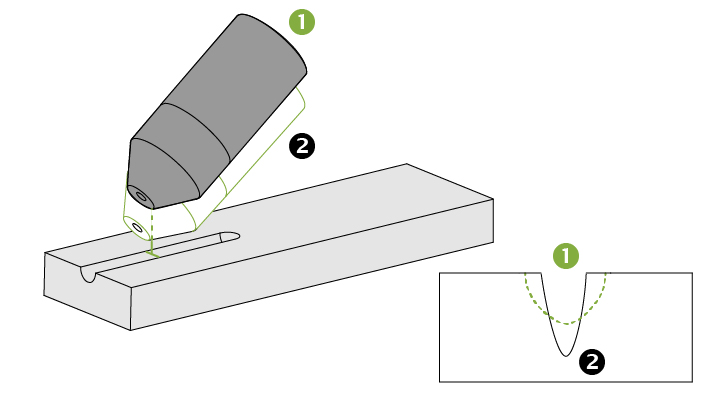
La altura de la antorcha determina el “estiramiento del arco” o la “forma del arco” requerida para producir un perfil de ranurado curvado suave. Tenga en cuenta que el estiramiento del arco también está relacionado con el amperaje de la fuente de energía de plasma (que se aborda a continuación), ya que cuanto mayor sea el amperaje, más tiempo podrá estirar el arco. Utilice la altura de la antorcha y el amperaje en conjunto para dar forma al perfil de ranurado como desee. Siempre debe haber una pequeña distancia entre la punta de la antorcha y el metal fundido para aumentar la vida útil de los consumibles y evitar daños a la antorcha, aunque esta distancia varía según el sistema y el amperaje.
Aleje la antorcha de la pieza de trabajo para que el ranurado sea más ancho, más superficial y más suave en la parte inferior (1). Acerque la antorcha a la pieza de trabajo para que el ranurado sea más estrecho y más profundo (2).
Efecto de altura de la antorcha en el perfil de ranurado
Ángulo de la antorcha
El ángulo de la antorcha tiene una influencia significativa en la profundidad de ranurado. Normalmente, el ángulo de la antorcha se ajusta entre 30° y 35° con respecto al plano horizontal. Puede aumentarse hasta 50°, pero en ese caso la velocidad de avance y la gestión de la escoria se vuelven críticas, ya que el arco puede penetrar en el material.
Coloque la antorcha en una posición más vertical para que el ranurado sea más estrecho y más profundo (1). Incline la antorcha de manera que quede más cerca de la pieza de trabajo para que el ranurado sea más ancho y más superficial (2).
Efecto de ángulo de antorcha en ranurado
Nota: Para el ranurado automatizado, el ángulo 1 se establece normalmente en 52.5º; ya que este ángulo suele ser mayor de 50º.
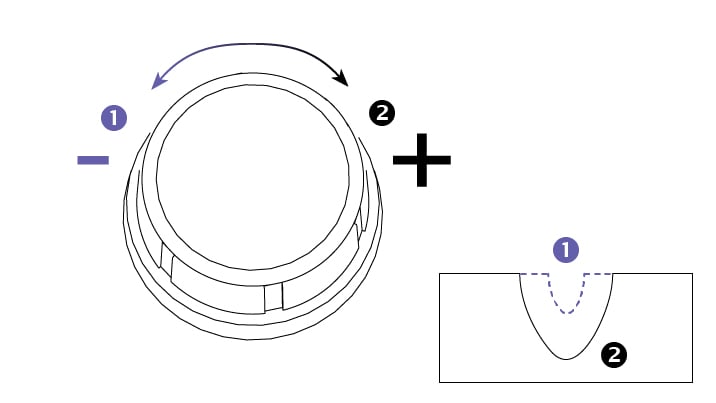
Amperaje
El amperaje tiene una influencia significativa en la profundidad de ranurado y es el cambio más fácil y controlable que se puede realizar. Además, el amperaje de la potencia del plasma también está relacionado con el suministro de estiramiento del arco: cuanto mayor sea el amperaje, más tiempo podrá estirar el arco. Utilice la altura de la antorcha (cubierta anteriormente) y el amperaje en unísono para dar forma al perfil de ranurado como desee. Reduzca el amperaje para que el ranurado sea más estrecho y más superficial (1). Aumente el amperaje para que el ranurado sea más ancho y más profundo (2).
Efecto del amperaje de la alimentación eléctrica en el perfil de ranurado
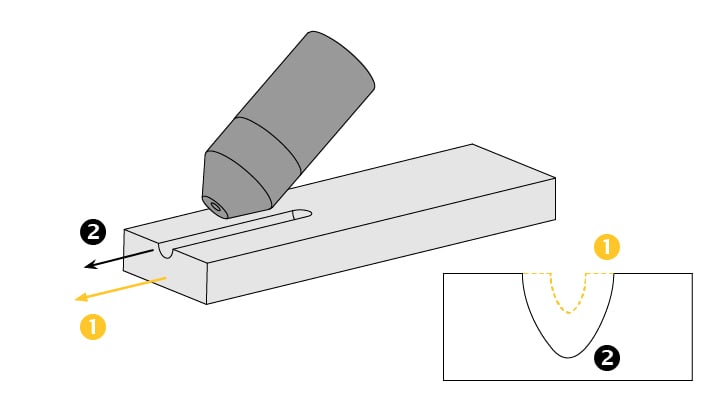
Velocidad de avance
La velocidad de desplazamiento de la pieza de trabajo o la antorcha influye directamente en la profundidad de ranurado. Sin embargo, al reducir la velocidad de avance, la gestión de la escoria cobra importancia, ya que el arco puede penetrar en el material y generar más escoria adherida a la pieza de trabajo. Aumente la velocidad de la antorcha para que el ranurado sea más estrecho y más superficial (1). Reduzca la velocidad de la antorcha para que el ranurado sea más ancho y más profundo (2).
Efecto de la velocidad de desplazamiento en el perfil de ranurado
Parámetros que afectan al ancho de ranurado con plasma
Los siguientes factores son las principales “palancas” disponibles en una instalación de ranurado por arco de plasma que afectan al ancho de ranurado. Aunque existen puntos de arranque para todos los parámetros, es probable que se experimente con cada uno de estos factores para obtener los resultados deseados para una aplicación específica.
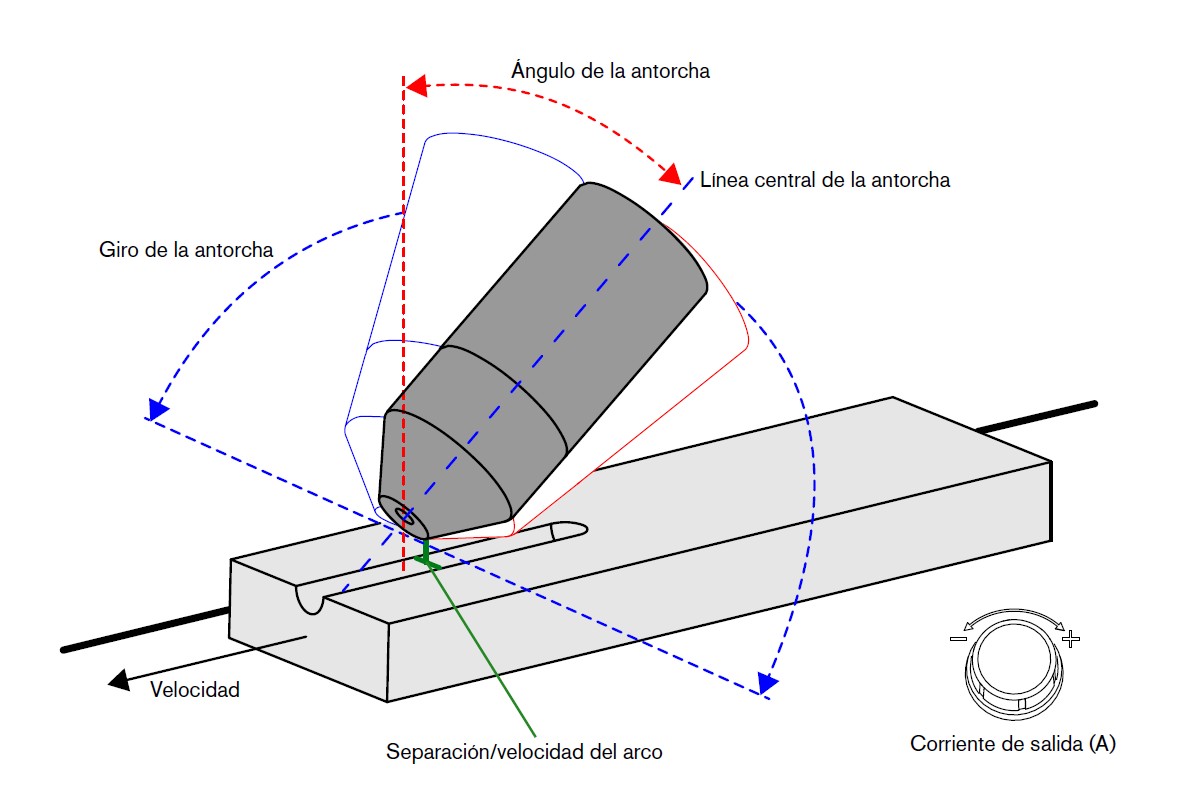
Giro de la antorcha
También conocido como Ángulo Transversal o Ángulo de corrimiento. El giro de la antorcha, normalmente de 3° a 5°, influye en el ancho y la forma del ranurado al ranurar en línea recta. El giro de la antorcha también ayuda a eliminar la escoria de la ranura, pero puede crear una ranura asimétrica si el ángulo es demasiado grande. Gire la antorcha en dirección a la línea central de la antorcha para que el ranurado sea más plano y más inclinado en uno de los lados (1). El perfil de ranurado será más plano/pronunciado en el lado más cercano a la dirección en la que se gira el cuerpo de la antorcha.
Efecto de giro de la antorcha en el perfil de ranurado

Anchura de la trama
Si se aumenta el ancho de la trama, aumentará el ancho de ranurado y si se reduce el ancho de la trama disminuirá el ancho de ranurado. Para mantener una profundidad de ranurado constante, el aumento del ancho de la trama requerirá una reducción de la velocidad de desplazamiento, y la reducción del ancho de la trama requerirá un aumento de la velocidad de desplazamiento. El ancho de ranurado se puede aumentar significativamente mediante la oscilación de la antorcha en un movimiento de tejido circular o restrictivo durante el ranurado.
Frecuencia de la trama
Una frecuencia baja de la trama debe coincidir con una velocidad de desplazamiento más lenta. De lo contrario, puede dejar más “textura” en la ranura de ranurado y puede que no tenga bordes rectos limpios en la ranura. Por lo general, se prefiere una alta velocidad de la trama, ya que la ranura es más lisa y requiere menos rectificación. También tendrá bordes más lisos y rectos hacia la ranura.
Para obtener información más detallada sobre cómo conseguir perfiles de ranurado específicos, consulte el manual del operador de su sistema. Para obtener consejos sobre cómo mejorar los resultados de ranurado, visite la amplia biblioteca de documentos y la biblioteca de videos de Hypertherm.
Para saber cómo maximizar el rendimiento del ranurado con el sistema de corte por plasma Powermax, comuníquese con un profesional especializado en corte de Hypertherm.
