
计算机数控系统(CNC 控制器)
CNC 控制器是操作工与切割机之间的主要通信接口。它会向其他组件——甚至可能会向操作工——下达操作指示。
CNC 控制器:
- 将零件程序转换成可精确控制切割机的切割方向、切割速度和切割工艺的命令信号
- 发送和接收用于控制切割工艺、控制诸如运动和调高控制移动等切割机功能以及控制安全组件的信号
- 可用于联机零件编程,也可利用来自脱机 CAD/CAM 软件的零件程序
- 组件包括硬件和软件
CNC 控制器的工作原理
在大型工业机器上,CNC 控制器本质上是一种先进的工业用计算机,通过内部运动和机器控制软件以及各种输入和输出来控制驱动电机、切割系统、调高控制以及切割机上可能安装的其他工具。它从切割机操作工和 CAM(计算机辅助制造)软件接收指令,然后将这些指令转换成精确时控的电信号,对所有功能进行控制。工业 CNC 控制器非常坚固耐用,能够耐受在脏污、恶劣并且电信号嘈杂的环境中的长期使用;不过,这种坚固性会增加成本和复杂性。
成本更低的轻型工业切割床通常使用普通 PC 或笔记本电脑作为 CNC 控制器。尽管这些计算机的设计用途是在清洁的温控环境中进行相对轻负荷的使用,并可能因此被认为在恶劣的生产环境中会出现可靠性问题,但实际上它们完全有能力应对许多小型机器上的运动要求以及有限的输入和输出要求。如果需要使用普通 PC,则必须为系统配备使用回吹式割炬起弧技术的现代化空气等离子切割系统,这项技术产生的电气噪声干扰水平较低。相比之下,较旧的空气等离子切割系统和工业等离子切割系统使用的高频、高压或电容起弧可能对精密电子元件造成严重干扰。
选择 CNC 控制器时,您需要关注其界面是否易用。许多技术水平较低的切割机使用标准办公室键盘和鼠标来控制功能,更高端的切割机则会集成简单的触摸屏控制。
CNC 控制器软件应尽可能直观。如果 CNC 控制器软件是从用于布线和铣削等加工工艺这一原用途改造而成,则往往达不到此要求。如果选择专为切割而设计的用户界面(CNC 控制器软件),往往能够大大简化日常的学习和使用。
CNC 控制器对切割机作业的总体成功具有关键作用。一款理想的 CNC 控制器应当为用户带来如下优势:
-
操作简便
-
始终如一的可靠性能
-
更高的生产效率
-
灵活的系统配置
-
准确的运动和工艺时序控制
-
简化的系统诊断
-
高级切割工艺控制
-
集成与系统及工具的通信
-
制造商定期发布软件更新,以跟上切割行业日益增长的需求
割炬调高控制器
割炬调高控制器 (THC) 利用弧压来确保切割工具不会过于接近或远离工件。
THC:
- 执行初始定位 (IHS),具体步骤是:以最后回退高度为起点,降至板材高度以确定板材位置,然后回退至穿孔高度
- 在整个切割过程中调节切割工具的高度,以实现所需的切割质量
- 可以在穿孔时将割炬定位在远离金属熔渣的位置以及在检测到碰撞时停止切割工艺,进而延长易损件寿命。
尽管并非绝对必需,THC 仍是颇具价值的投资。在配备工作正常的调高控制器的系统上,您可以对数百个零件进行编程和套料,然后让自动化系统来完成作业。
THC 的工作原理
编程后,THC 会立即轻触材料表面,然后回退至适当的穿孔高度。开始穿孔后,THC 将指示割炬等待一两秒钟,让穿孔完成,然后令其下移至切割高度,此高度对切割质量至关重要。如果割炬过低,便会存在与板材发生碰撞的风险;如果割炬过高,则会出现割缝过宽以及边缘棱角增大、熔渣增多和翘卷增大的情况。在 X 轴和 Y 轴运动速度达到要求(在调高控制延时定时器超时后)后,弧压反馈控制器即接手工作,使割炬与工件保持适当距离。
没有操作工介入的情况下以 130 A 的工艺电流切割 12 mm 低碳钢,偏离正确切割高度不超过 0.25 mm 的易损件起弧次数
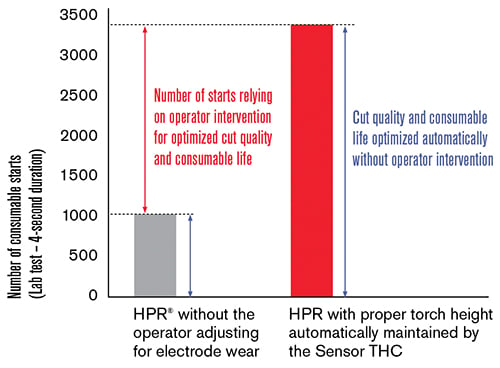
使用传统 THC 时,操作工必须定期调整设定的弧压,以确保切割高度正确。为提高生产效率和盈利能力,您需要寻找能够自动根据电极磨损情况进行调整的智能 THC 系统。有些 THC 系统提供弧压采样来追踪渐进式易损件磨损。这些系统能够持续监控每次穿孔后的弧压,并自动调整设定的弧压值,以在易损件寿命期内始终保持正确的切割高度,无需操作工额外干预。这样做可以优化切割质量,并尽量延长易损件寿命,实现时间和金钱上的双重节约。