用于等离子弧切割的割炬冷却系统
如何检修、修理和维护等离子切割冷却系统组件
等离子切割机的水冷却系统与汽车发动机中使用的水冷却系统非常相似:两者均使用水和冷却剂、泵、冷却软管和换热器来去除热源散发的热量。在汽车中,热源是发动机内的燃烧室,其工作温度超过 2000°F。在等离子割炬中,热源是割炬内的等离子腔室,其中的弧温可能超过 20000°F。
等离子割炬与发动机一样,也是通过辐射、对流和传导相结合的方式进行冷却。电弧以强紫外线形式向外辐射能量。割炬和割炬部件上的热量借对流通过气体或空气流动消散。最后,水冷却系统将割炬部件上的热量传导到冷却剂中。
当传导冷却因冷却系统中的某个组件发生故障而性能下降时,会发生什么情况?系统会迅速出现过热情况。任何经历过汽车过热故障的人都清楚车辆冒着热气在路旁抛锚会带来多大的不便,以及这种故障通常会带来的高昂连锁修理(如更换新的散热片、软管、汽缸垫甚至发动机组)费用。当等离子切割系统过热时,同样会耗费您的时间和金钱。过热的等离子切割系统会加快割炬部件的磨损,最终可能会烧坏割炬和电缆。如果听任故障存在而不加纠正,可能导致需要更换电机和泵。但是,过热带来的停机时间和支出是可以避免的。了解系统及其组件有助于您在出现故障时进行故障检修,以及通过预防性维护预防未来故障。
冷却系统
典型的等离子切割冷却系统包括割炬、电机、泵、冷却管路、流量开关、过滤器、换热器及贮存槽。本文将逐一介绍这些组件,并描述常见故障、故障检修及维护程序。
等离子割炬
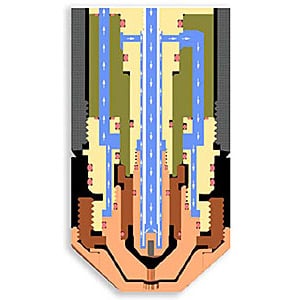
工作在 100 ~ 150A 及更高电流 (15 kVA) 之下的等离子割炬需要通过水冷却来防止割炬和部件过热。图 1 是等离子割炬的横截面视图,显示了内部的冷却水通道。铜电极产生等离子弧,而且最接近热源,因此需要直接冷却。大多数高功率电极都进行了空心铣削加工,以便于提高割嘴处的冷却性能:一条水管伸入该铣削区域,与电极间隙很小(通常每侧间隙为 0.038 ~ 0.051 厘米)并与其精确对中,让冷却剂能在电极内部后表面上高速流动。在这种割炬设计中,喷嘴也由水冷却。
割炬常见故障:
- 割炬堵塞:割炬可能随时间推移而被颗粒物堵塞。故障电极上掉落的熔化铜颗粒可能会堵塞小孔,从而减小或切断水流。
- 水管损坏:如果水管弯曲、末端损坏或未正确拧入割炬,会减小冷却水流。
- 割炬泄漏:O 形圈或 O 形圈密封表面损坏可能导致冷却液泄漏。割炬后部的管和接头可能渗出冷却剂,导致冷却箱液位过低。
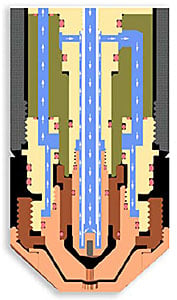 图 1:等离子割炬冷却通道
图 1:等离子割炬冷却通道
|
图 2:割炬冷却剂 |

冷却剂
割炬冷却剂是去离子水和乙烯或 1,2-丙二醇的混合物,用于降低凝固点。在没有凝固风险的情况下,许多车间都会使用纯去离子水。之所以必须使用去离子水,是因为它没有可能引发系统故障的导电离子。乙烯或 1,2-丙二醇也是汽车冷却系统内使用的冷却剂。不过,切勿在等离子切割系统中使用汽车防冻剂!大多数商用防冻剂内都含有用于堵塞小漏点的材料,因此不适合用于等离子割炬。
冷却剂常见故障:
- 污染:冷却剂可能随时间推移而受到软管碎屑、导线、故障部件掉落的铜屑、灰尘、铁锈、藻类植物或其他污染物的污染。这些污染物会降低冷却效率和流量。可能需要冲洗系统,以及更换新的过滤器和冷却剂。
- 电导率过高:如果冷却剂的电导率过高,或者与此相反,电阻率过低,可能使割炬内的冷却水具备导电能力。这可能会导致割炬在电极与喷嘴之间触发电弧时等离子弧难以起弧。即便是新冷却剂,如果不符合生产商的规格要求,也可能无法达到系统的电导率要求。最好使用切割机生产商的冷却剂或定期使用专用测试仪测试冷却剂电导率,建议的电导率水平为 0.5 至 18 micro Siemens/cm。 (见图 3)

图 3:冷却剂电导率的测量
泵电机
等离子切割系统中的电机和泵通常直接耦合。通常,除非系统中存在的堵塞物导致电机和泵工作负荷加大,否则,电机的使用寿命会很长(几年)。
在等离子切割系统中,最常使用旋转叶片泵,因为它们相对简单和稳定。泵的运动叶片是由碳材料制成,因此它们常被称作碳叶片泵。这些泵通常可使用旁路螺丝进行调节,旁路螺丝可用于增大或减小泵的工作压力和流量。
泵常见故障:
- 泵正常磨损:因不间断使用产生的摩擦和热量导致碳叶片出现一定程度的磨损属于正常现象。可通过调节泵对这种状况作出补偿。
- 泵过度磨损:这些泵中的轴承最终可能磨损殆尽,导致噪音和发热过度,最后造成泵失灵。泵叶片中的材料可能会磨损殆尽,直至泵无法再产生压力。这些部件通常可在泵返厂修理时进行更换,或者可能需要对泵进行更换。
- 泵过滤器堵塞:大多数旋转叶片泵中都装有一个小型网式过滤器。该过滤器可能会被颗粒物堵塞,从而导致限流。

图 4:
调节泵压

图 5:
泵中的碳叶片

图 6:
拆卸泵滤网
冷却管路
冷却管路是负责向等离子割炬输送或从等离子割炬输出冷却剂的软管。这些管路通常还包含直流电源电缆。水冷电源电缆可防止多股铜缆或镀锡铜缆过热。在机用切割中,冷却管路通常通过柔软的电源线槽布线,或者从切割机上方穿过。
冷却管路常见故障:
- 泄漏:软管破裂、割断或融化可能导致不可见区域泄漏冷却液。割炬正上方固定管内是一个常见漏点。
- 堵塞:冷却剂流堵塞最常形成于从等离子割炬到再循环装置的回水管内。回水电缆中积聚的碎屑会导致阻碍冷却剂的流动。镀锡电源铜缆由于经常弯曲也可能会断裂,导致铜丝阻塞软管末端。电缆中的堵塞物会降低流量,加剧泵和电机的磨损。

图 7:用于呈现电源电缆的软管剖面图
流量开关
流量开关设计用于防止在冷却剂流量过低时割炬和零部件出现灾难性故障。通常会将黄铜柱塞类型的装置与微型开关一起使用,必须满足一定条件,微型开关才会让系统运行。
流量开关常见故障:
- 机械故障:冷却剂流量启动机械柱塞。柱塞可能会卡在断开或闭合位置。如果卡在断开位置,可能会引发故障状况;如果卡在闭合位置,那么即使流量过低,也不会引发故障状况。有时可以拆卸并清洁机械部分,但最好进行更换。
- 电气故障:电气开关故障不太常见,但在开关触点磨损殆尽时也可能会发生。
- “跳线”断开:流量开关因之前故障检修而“跳线”断开系统的情况并不罕见。这是一种危险的做法,因为流量开关是一项安全功能,可防止因过热而导致严重割炬故障。

图 8:流量开关
|
|
 图 9:冷却剂过滤器
图 9:冷却剂过滤器过滤器
大多数系统使用颗粒物过滤器来清除割炬冷却剂中的污染物。这些过滤器类似于市售的水处理过滤器——通常使用 5 微米纸滤器或去离子过滤器。这些过滤器应每隔几个月更换一次,或者当系统流量下降时更换。
水流过滤器常见故障:
- 过滤器被污染
- 过滤器不正确或无过滤器
换热器
 图 10:换热器前视图和后视图 |
等离子冷却系统的换热器通常由散热器和风扇的组合构成。风扇引导气流穿过散热器,带走割炬冷却剂中的热量。有些系统使用冷却器来冷却割炬冷却剂。
换热器常见故障:
- 风扇电机烧坏:应定期检查所有风扇以确保其工作正常。
- 效率下降:冷却风扇上积聚的灰尘会降低冷却效率。应定期使用压缩空气清洁散热器。
冷却剂贮存槽
|
图 11:带液位和温度开关的冷却剂贮存槽 |
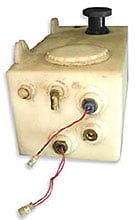
冷却剂贮存槽是用于容纳割炬冷却剂的塑料或金属贮存槽。贮存槽中通常安装有用于预防过热的液位指示灯、浮子开关和温度开关。应每日检查冷却剂贮存槽并根据需要加满冷却剂,以确保冷却剂供应始终充足。如果冷却剂液位过低,可能导致空气进入冷却剂流,进而降低冷却性能。如果系统带有互锁机制,冷却剂流量过低可能会导致系统间歇性关闭乃至完全关闭。如果系统不带有互锁机制,空气可能导致泵过热和出现故障。
冷却剂贮存槽常见故障:
- 颗粒物污染:颗粒可能会积聚在冷却罐底部。应当冲洗并清除积聚的颗粒。可能需要定期拆卸并用蒸汽清洁冷却罐。
- 冷却剂液位不足。
系统故障检修
|
图 12:液体流量计 |

等离子冷却系统内的各组件全都设计用于确保实现一个目的:通向割炬的体积流量能够满足冷却的需要。流量通常以每分钟加仑数 (gpm) 或每分钟升数 (lpm) 为单位计量。每个割炬都有特定流量要求,可在操作手册的规格部分找到该要求。典型流量为每分钟 3.8 至 5.7 升。以下将分步介绍确认冷却剂流量正常和检修流量故障的方法。
小心!在对等离子切割系统执行维护和故障检修之前,请务必先阅读操作手册并了解所有安全预防措施。
- 拆卸割炬部件:进行故障检修时,从割炬开始。拆卸易损件,并检查它们有无过热、污染或损坏迹象。
- 开启制冷泵。(您可能需要一名助手在流量测量期间保持泵的运行,以及在冷却剂液位过低时加满冷却剂。)冷却剂应从割炬内部冷却管的中心直接流出。
- 测量通向割炬的冷却剂供应流量:用桶收集从冷却管排出的冷却剂。收集 30 秒时间间隔的冷却剂,然后关闭泵。以加仑或升为单位测量冷却剂体积。用收集的冷却剂体积除以时间间隔(0.5 分钟),将该体积转换为以每分钟加仑数 (gpm) 或每分钟升数 (lpm) 为单位的流量。将该测量值与操作手册中的规定流量进行比较。未被堵塞的割炬(其内不含部件)中的流量应远超制造商的规格。如若不然,请进行下列检查:
- 泵压过低——调节泵设置。
- 泵中的网式过滤器堵塞——清洁。
- 至割炬的供应管堵塞或者割炬堵塞——用压缩空气吹出碎屑或进行更换。
- 重新组装割炬:使用干净的新部件重新组装割炬。部件必须安装到位,方可进行正确的流量检查
- 测量来自割炬的冷却剂返回流量:必须在通向冷却剂贮存槽的回流管中测量冷却剂流量。断开塑料软管与冷却罐的连接。同样,由一名助手用桶收集 30 秒时间间隔的水,然后关闭泵。将测量值转换为 lpm。将该流量与制造商的规格进行比较。如果该 lpm 值未超过制造商的规格,则进行下列检查:
- 泵压过低——调节泵设置。
- 冷却剂回流管路或割炬堵塞——用压缩空气吹出碎屑或进行更换。
- 散热器堵塞——使用高压清洗器清洁或进行更换。
- 纸滤器堵塞——更换,或临时拆卸进行故障检修。
必要时,可以在各疑似故障组件的下游端检查流量,直至找到堵塞位置。桶测试的备选方案是购买一台设计用于 0-7.57 lpm 范围液体流量测量的廉价流量仪。可将这个简单装置永久性地安装在系统回流侧的贮存槽中。它既是一款得心应手的可视化等离子切割系统维护工具,也是一种防范高昂故障成本的廉价保障手段。