Plazma kesici oluk açma teknikleri

Plazma arkı oluk açma (PAG), plazma arkı oluşturmak için gaz ve elektrik akımı kullanarak metal kaldırma işlemidir. Plazma oluk açma, plazma kesimin bir versiyonudur; burada ark, plazma torcu nozulundaki orifis boyutunun değiştirilmesi yoluyla “odak dışı” hâle getirilir. Bir kesme arkı, erimiş metali aşağı doğru ve kerften dışarı üflemek için metalin içinde aşağı doğru yönlendirilir ve iki metal parçasını birbirinden ayırır. Torcu, arkın erimiş metali eritip üfleyerek çalışma parçasını ayıracak şekilde konumlandırmak yerine, plazma oluk açmada torç, çalışma parçasına bir açıyla eğilir ve ark, metal yüzeyinde bir kanal açarken, gazlar erimiş metali yana doğru üfler. İstenen metal sonlandırmasını elde etmek için taban malzemeye bağlı olarak farklı gazlar kullanılabilir.
Sektörde kullanılan yaygın teknikler, göreceli avantajları nedeniyle karbon ark ve plazma ark oluk açma işlemleridir.
Plazma ile oluk açmanın avantajları
Plazma oluk açmanın oksigaz ve karbon ark oluk açma yöntemlerine göre birçok avantajı vardır. Siyah sac, paslanmaz çelik, alüminyum ve bakır dâhil tüm iletken metallerde çalışır. Plazma oluk açma, oksigaz ve karbon ark oluk açmadan daha hızlıdır, bu da daha yüksek verimlilik sağlar. Daha tutarlı ve tekrarlanabilir oluk profilleri sunarak daha az ikincil işlem (ör. bileme) gerektirir. Plazma oluklarında karbon kirletici bulunmaz, bu da metalde karbon tutulmasını ortadan kaldırır.
Plazma oluk açma, daha güçlü kaynaklar ve daha iyi genel malzeme bütünlüğü sunar.
Plazma oluk açma, operatörler için de daha iyidir. Daha az eğitim süresi gerektirir ve daha kısa bir öğrenme eğrisine sahiptir, bu da yeni operatörlerin hızlı bir şekilde yetkinleşmesini sağlar. Plazma oluk açma, düzenleyici ve iş yeri güvenliği gerekliliklerini karşılamak için daha düşük gürültü ve tortu seviyeleriyle oksigaz ve karbon ark oluk açmaya kıyasla çalışan güvenliğini artırmıştır.
Plazma ile oluk açmaya hazırlık
Operatörler ister manuel torçla oluk açsınlar isterse kanal kesici gibi mekanize bir cihaz kullansınlar, farklı oluk açma profilleri ve boyutları oluşturmak için çeşitli teknikler kullanırlar. Manuel oluk açarken, önce plazma kesim sisteminin düzgün kurulduğundan emin olmak önemlidir.
Başlamak için plazma torcu, şase kablosu ve giriş gazı kaynağının düzgün bağlandığından ve toprak kelepçesinin çalışma parçasına ya da sehpa topraklamasına düzgün şekilde bağlandığından emin olun. Eldivenler, uygun güneşlik göz koruması, işitme koruması ve koruyucu giysi dâhil olmak üzere bir plazma sistemini çalıştırırken her zaman uygun kişisel koruyucu ekipmanları kullanmanız gerektiğini unutmayın.
Ardından, üretmek istediğiniz oluk türüne göre torca uygun oluk açma sarf malzemelerini takın. Hypertherm Powermax® gibi plazma sistemleri, oluk açma performansını optimize etmek için tasarlanmış oluk açma sarf malzemelerini kullanır.
- Maksimum kontrol sarf malzemeleri daha hassas metal kaldırma, hafif malzeme yıkama ve sığ oluk istendiğinde kullanılmak üzere tasarlanmıştır. Oluk açmayı öğreniyorsanız, çalışma parçasına zarar gelmesini önlemek için maksimum kontrol sarf malzemeleriyle başlamanız gerekebilir.
- Maksimum artık kaldırma sarf malzemeleri agresif metal kaldırma, derin oluk profilleri ve ekstrem metal yıkama için tasarlanmıştır. Konsantre plazma arkını kontrol etmek için daha yüksek oluk açma hızları önerilir.
- Hassas oluk açma sarf malzemeleri, çok düşük çıkış akımında küçük miktarlarda metalin kaldırılması için tasarlanmıştır.
- Uzatılmış kesme ve oluk açma sarf malzemeleri, erişilmesi zor veya kapalı çalışma alanlarında oluk açarken erişimi kolaylaştırır.
Pek çok plazma kesicide, torca akan basıncın miktarını ayarlayan özel oluk açma işlemi modu bulunmaktadır. Plazma kesme sisteminizde oluk açma için özel bir işlem modu varsa başlamak üzere sisteminizi oluk açma moduna ayarladığınızdan emin olun.
Manuel plazma torcu ile oluk açma
En yaygın kullanılan oluk açma tekniğinde, pilot ark oluşturulur ve plakaya aktarılırken torç çalışma parçasına bir açıyla yerleştirilir. Temas sağlandıktan sonra operatör, arkı oluk açmak istediği yöne çevirir veya bu yönde ark beslemesi yapar.
1. Torcu ateşlemeden önce, plazma kesiciyi nozul çalışma parçasından 1,5 mm (1/16 inç) içeride kalacak şekilde torcu tutun.

2. Torcu, torç ucu ve çalışma parçası arasında küçük bir boşlukla, çalışma parçasına 40 derece açıda tutun. Bir pilot ark elde etmek için tetiğe basın. Arkı, çalışma parçasına transfer edin.
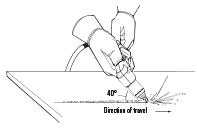
3. Torcu çalışma parçası boyunca hareket ettirirken, çalışma parçasına yaklaşık 40 derecelik bir açıyı koruyun ve plazma arkını oluk açmak istediğiniz yöne doğru itin. Sarf malzemesinin ömrünü kısaltmaktan veya torca hasar vermekten kaçınmak için torç ucu ile erimiş metal arasında az bir mesafe bırakın.
Oluk profilini değiştirme
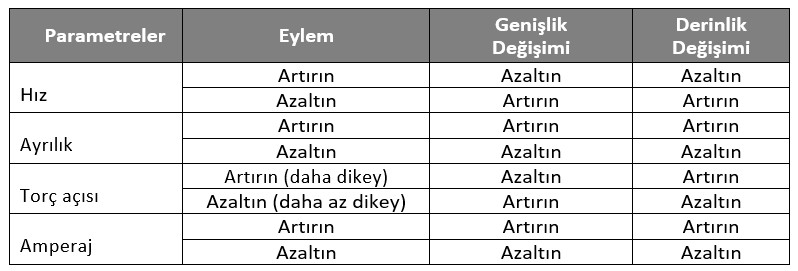
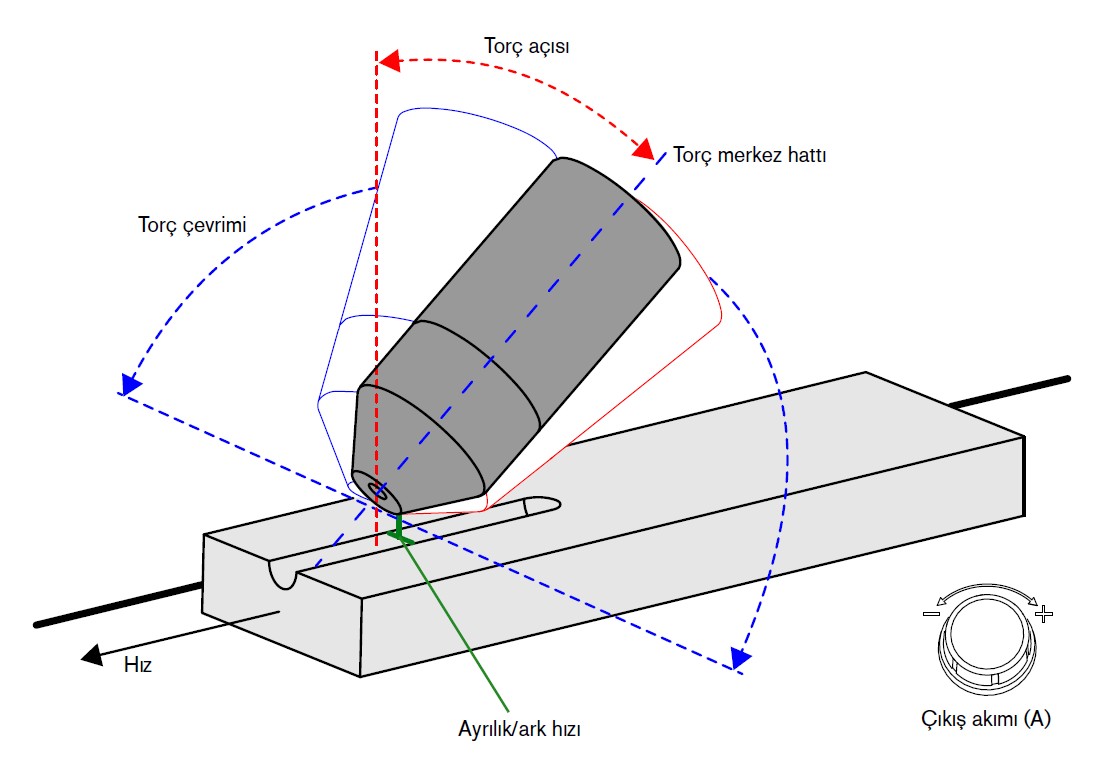
Genel olarak, oluk açma profilini ve metal kaldırma hızını değiştirmek için çalışma parçası boyunca hareket ederken torcun hızını, torç ile çalışma parçası arasındaki mesafeyi, torcun çalışma parçasına açısını ve plazma güç kaynağının çıkış akımını (A) değiştirebilirsiniz. Her birinin etkileri şöyle özetlenebilir:
Aşağıdaki faktörler, oluk derinliğini etkileyen bir plazma arkı oluk açma kurulumu içinde bulunan ana “etkenler”dir. Tüm parametreler için başlangıç noktaları olsa da, belirli bir uygulama için istenen sonuçları elde etmek üzere muhtemelen bu faktörlerin her biri ile denemeler olacaktır.
Plazma kullanırken oluk derinliğini etkileyen parametreler
Torç yüksekliği
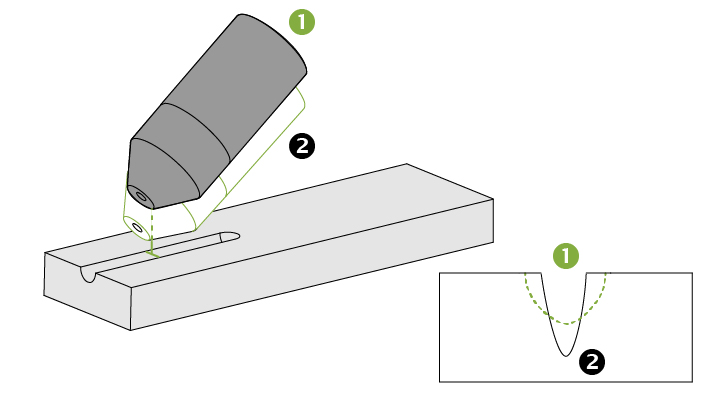
Torç yüksekliği, pürüzsüz kavisli bir oluk profili üretmek için gereken “ark esnemesini” veya “ark şeklini” yönetir. Ark esnemesinin plazma güç kaynağının amperajı ile de ilişkili olduğunu unutmayın. Amperaj ne kadar yüksekse, ark o kadar uzun süre esneyebilir. Torç yüksekliği ve amperajını birlikte kullanarak oluk açma profilini istediğiniz gibi şekillendirin. Sarf malzemesi ömrünü artırmak ve torcun hasar görmesini önlemek için torç ucu ile erimiş metal arasında daima az da olsa bir mesafe olmalıdır ancak bu mesafe sisteme ve amperajına göre değişebilir.
Oluğun daha geniş, daha sığ ve alt kısmının daha pürüzsüz olması için torcu çalışma parçasından uzaklaştırın. Oluğun daha dar ve derin olması için torcu çalışma parçasına daha da yakınlaştırın.
Torç yüksekliğinin oyma profiline etkisi
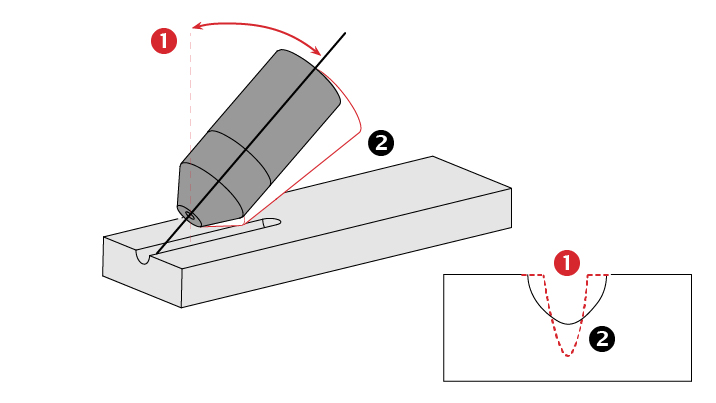
Torç açısı
Torç açısının, oluk derinliği üzerinde önemli bir etkisi vardır. Genellikle yataydan 30° ila 35° arasında ayarlanan torç açısı 50°’ye kadar dikleştirilebilir, ancak ark “içeri doğru kazabileceğinden” dolaşma hızı ve cüruf yönetimi kritik hâle gelir.
Oluğun daha dar ve derin olması için torcu daha dik bir pozisyona getirin. Oluğun daha geniş ve sığ olması için torcu eğerek çalışma parçasına yaklaştırın.(2).
Torch açısı etkisi oyma üzerinde
Not: Otomatik oluk açma için, 1 açısı tipik olarak 52,5 derece olarak ayarlanır; 50 dereceden daha büyük açılar tipiktir.
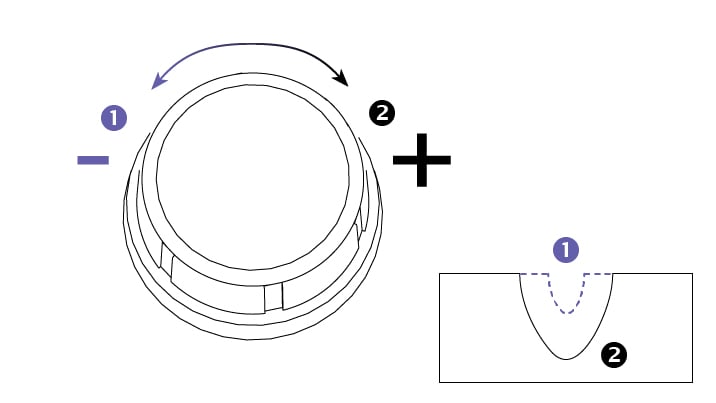
Amperaj
Amperajın oluk derinliği üzerinde önemli bir etkisi vardır ve yapılabilecek en kolay, en kontrol edilebilir değişikliktir. Ayrıca, plazma gücünün amperajı ark esnemesi kaynağı ile de ilişkilidir; amperaj arttıkça ark daha uzun süre esnetilebilir. Torç yüksekliği ve amperajını birlikte kullanarak oluk açma profilini istediğiniz gibi şekillendirin. Oluğu daraltmak ve sığlaştırmak için amperi düşürün. Oluğun daha geniş ve derin olması için amperajı artırın.(2).
Güç kaynağı amperajının oymalama profili üzerindeki etkisi
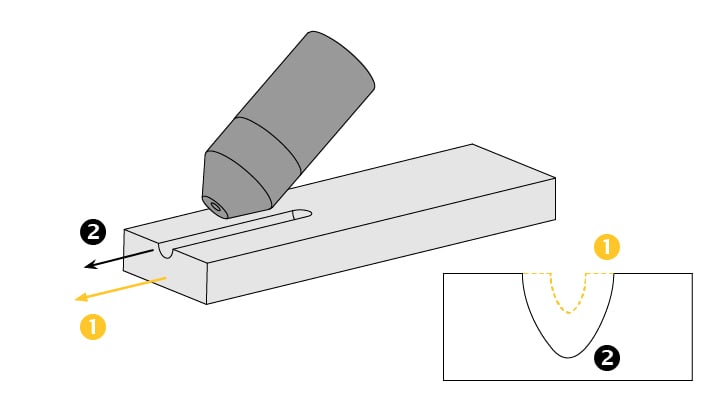
Dolaşma hızı
Çalışma parçasının ve/veya torcun dolaşma hızının oluk derinliği ile basit bir ilişkisi vardır. Bununla birlikte, dolaşma hızını düşürürken, arkın çalışma parçasına yapışmış daha fazla cüruf üretmesi nedeniyle cüruf yönetimi önemli hâle gelir. (1) Oluğu daha dar ve daha sığ hâle getirmek için torç hızını artırın. Oluğu daha geniş ve daha derin hâle getirmek için torç hızını yavaşlatın.(2).
İlerleme hızının oyulma profili üzerindeki etkisi
Plazma ile oluk genişliğini etkileyen parametreler
Aşağıdaki faktörler, oluk genişliğini etkileyen bir plazma arkı oluk açma kurulumu içinde bulunan ana “etkenler”dir. Tüm parametreler için başlangıç noktaları olsa da, belirli bir uygulama için istenen sonuçları elde etmek üzere muhtemelen bu faktörlerin her biri ile denemeler olacaktır.
Torç çevrimi
Köprü Açısı veya Ofset Açısı olarak da bilinir. Torç çevrimi (tipik olarak 3° ila 5°), düz bir çizgide oluk açarken oluk genişliğini ve şeklini etkiler. Torç çevrimi, ayrıca kanaldan cüruf kaldırılmasına da yardımcı olur, ancak açı çok büyükse simetrik olmayan bir kanal oluşturabilir. Torcu, torcun merkez hattına göre çevirerek oluğun daha yassı ve bir tarafında daha dik olmasını sağlayın. (1) Oluk profili, torç gövdesinin döndürüldüğü yöne en yakın tarafta daha yassı/daha dik olacaktır.
Torç dönüşü etkisi oyuk profili üzerinde

Dokuma genişliği
Dokuma genişliğinin artırılması oluk genişliğini artıracak, dokuma genişliğinin azaltılması ise oluk genişliğini azaltacaktır. Tutarlı bir oluk derinliğini korumak için — dokuma genişliğinin artırılması dolaşma hızında bir azalma gerektirecek, dokuma genişliğinin azaltılması ise dolaşma hızında bir artış gerektirecektir. Oluk açma genişliği, torcu oluk açma sırasında dairesel veya kısıtlayıcı bir dokuma hareketiyle salınarak önemli ölçüde artırılabilir.
Dokuma frekansı
Düşük bir dokuma frekansının daha düşük bir dolaşma hızıyla eşleşmesi gerekir. Aksi takdirde, oluk kanalında daha fazla “doku” bırakabilir ve kanalda temiz düz kenarlar olmayabilir. Kanal daha pürüzsüz olduğundan ve daha az bileme gerektirdiğinden yüksek bir dokuma hızı genellikle tercih edilebilir. Ayrıca kanalın daha pürüzsüz ve daha düz kenarları olacaktır.
Özel oluk profillerinin elde edilmesi hakkında daha fazla bilgi edinmek için sisteminizin operatör kullanma kılavuzuna bakın. Oluk açma sonuçlarının nasıl iyileştirileceği ile ilgili ipuçları için Hypertherm’in kapsamlı belge kitaplığı ve video kitaplığı’nı ziyaret edin.
Powermax plazma kesme sistemi ile oluk açma performansını en üst düzeye çıkarmanın yollarını öğrenmek için bir Hypertherm kesme uzmanı ile iletişime geçin.
