













System cięcia plazmą XPR300
System XPR300® to największy w historii postęp w technologii zmechanizowanego cięcia plazmą. Ten system następnej generacji na nowo definiuje pojęcie plazmy, rozszerzając swoje możliwości i obszar zastosowań z wykorzystaniem rozwiązań, które dotąd nie były dostępne. Oferując niezrównaną jakość X-Definition® podczas cięcia stali miękkiej, stali nierdzewnej i aluminium, system XPR300 zwiększa szybkość cięcia, znacznie poprawia produktywność i redukuje koszty eksploatacji. Nowe, łatwe w użyciu funkcje i doskonale zaprojektowane metody optymalizacji pracy sprawiają, że system XPR300 wymaga minimalnej interwencji operatora, a jednocześnie zapewnia optymalną wydajność oraz niezrównaną niezawodność.
Informacje o systemie
Korzyści
Najlepsza w branży jakość cięcia X-Definition
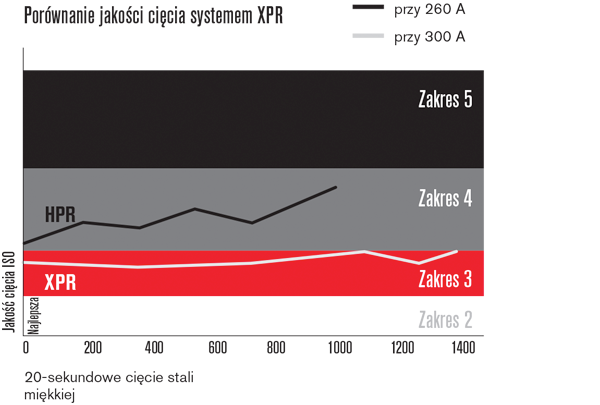
System XPR poprawia jakość cięcia HyDefinition® poprzez połączenie nowej technologii z ulepszonym procesem następnej generacji — cięciem X-Definition™ stali miękkiej, stali nierdzewnej i aluminium.
-
Powtarzalne wyniki w zakresie ISO 2 w przypadku cienkiej stali miękkiej
-
Wyższa jakość cięcia w zakresie ISO 3 w porównaniu do wcześniejszych technologii plazmy
-
Wyższa jakość cięcia stali nierdzewnej we wszystkich zakresach grubości
-
Doskonałe wyniki obróbki aluminium z wykorzystaniem technologii Vented Water Injection™ (VWI)
Zoptymalizowana produktywność i zmniejszone koszty eksploatacji
-
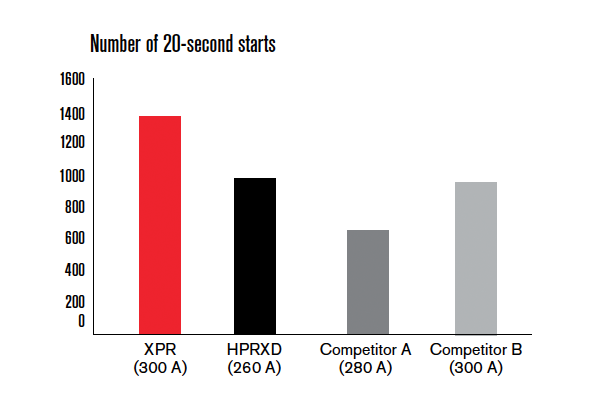
Znacznie niższe koszty eksploatacji w porównaniu z technologią poprzedniej generacji
-
Wyższe szybkości cięcia grubszych materiałów
-
Olbrzymia poprawa trwałości materiałów eksploatacyjnych w zastosowaniach ze stalą miękką
-
Możliwość przebijania grubszego metalu niż w przypadku konkurencyjnych systemów plazmowych
-
Rozszerzony łuk pilota (EPA) eliminuje konieczność ręcznego wykrywania krawędzi, usprawnia ustawianie i minimalizuje czas przestoju, zwiększając wydajność operacyjną.
-
Zautomatyzowane żłobienie XPR minimalizuje lub eliminuje szlifowanie w porównaniu ze żłobieniem łukiem węglowym, co pozwala na szybszą produkcję części gotowych do spawania z precyzyjniejszymi profilami żłobków.
Wbudowane rozwiązania optymalizacji systemu
System XPR zaprojektowano tak, aby dostarczał cięcia najwyższej jakości oraz automatycznie optymalizował swą wydajność. Zaawansowana technologia zasilania gwarantuje bardzo szybkie przekazywanie sygnałów do systemu i automatyczną reakcję, która eliminuje niekorzystny wpływ na wydajność i trwałość materiałów eksploatacyjnych.
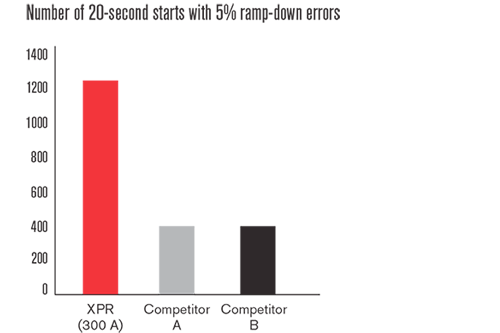
Zastosowana w systemie XPR technologia Arc response technologyTM zapewnia automatyczną ochronę palnika i zapobiega błędom zamknięcia. Czujniki zainstalowane w zasilaczu przekazują klarowniejsze kody diagnostyczne i znacznie więcej danych monitorowania systemu. Dzięki temu skraca się czas rozwiązywania problemów, a system może optymalizować swą wydajność, wykorzystując aktywne dane parametrów roboczych.
-
Zwiększa 3-krotnie trwałość materiałów eksploatacyjnych w porównaniu z konkurencyjnymi systemami poprzez eliminację niekorzystnego wpływu błędów zamknięcia
-
Niweluje następstwa poważnych wypaleń elektrody, które przy wyższym natężeniu prądu mogą doprowadzić do uszkodzenia palnika
Wygodna obsługa
-
Intuicyjna praca i automatyczne monitorowanie na nowo definiują pojęcie wygodnej obsługi
-
Pełna kontrola wszystkich funkcji i ustawień z poziomu systemu CNC
-
Ulepszone monity konserwacyjne i serwisowe dzięki funkcjom automatycznego monitorowania systemu i określonym kodom błędów
-
Przewód palnika EasyConnect™ oraz jedno beznarzędziowe połączenie między palnikiem a gniazdkiem zapewniają szybką i łatwą wymianę sprzętu
-
Elektroda QuickLock™ gwarantuje szybką wymianę materiałów eksploatacyjnych
-
Narzędzie interfejsu sieciowego jest dostępne przez Wi-Fi i Ethernet LAN w zasilaniu do monitorowania i serwisowania systemu
-
Wbudowany IIoT (Przemysłowy Internet Rzeczy) poprzez sieć Ethernet LAN i MTConnect® umożliwia zdalny dostęp do danych w celu inteligentniejszego monitorowania z dowolnego miejsca na świecie
-
Ręczny tryb ustawiania jest idealny do prostych zastosowań, takich jak żłobienie i ukosowanie poza stołem; zachowuje ostatnie ustawienie w celu szybszego, powtarzalnego przebiegu pracy oraz upraszcza ustawianie i pracę bez potrzeby integracji CNC/PLC
Zaawansowane funkcje automatycznej regulacji i dostarczania gazu
Cztery różne opcje konsol — Core™, CorePlus™, Vented Water Injection™ (VWI™) and OptiMix™ — oferują niezrównaną jakość cięcia stali miękkiej oraz w każdym przypadku znacznie lepsze możliwości cięcia stali nierdzewnej i aluminium. Wszystkie konsole można w pełni monitorować z poziomu systemu CNC, zyskując wysoką produktywność i łatwość obsługi.
Gazy/ciecze konsoli podłączenia gazu
| Core | CorePlus | Vented Water Injection (VWI) | OptiMix | |
|---|---|---|---|---|
| O2/N2/Powietrze | X | X | X | X |
| Ar | X | X | X | |
| F5/Ar/H2O | X | X | ||
| Mieszanina H2-N2-Ar | X |

W dodatku jest przyjazny środowisku!
System XPR300 zmniejsza zużycie materiałów eksploatacyjnych i energii oraz emisję tlenku węgla.
- Na jedną stopę cięcia zużywa o 64% mniej miedzianych materiałów eksploatacyjnych
- System podlega recyklingowi w 99,5%, a opakowanie — w 100%
- Ślad węglowy podzespołów magnetycznych jest o 77% niższy niż w starszych systemach
- 62% wyższy współczynnik mocy do masy oraz o 14% szybsze cięcie
Specyfikacje
| Maksymalna wartość napięcia obwodu otwartego (U0) | 360 V DC |
| Maksymalny prąd wyjściowy | 300 A |
| Maksymalna moc wyjściowa | 66,5 kW |
| Napięcie wyjściowe | 50–210 V DC |
| Napięcie łuku w cyklu 100% | 210 V |
| Wskaźnik cyklu pracy | 100% przy 66,5 kW, 40°C (104°F) |
| Zakres roboczy temperatury otoczenia | Od –10°C do 40°C (14–104°F) |
| Współczynnik mocy | 0,98 przy 66,5 kW |
| Chłodzenie | Wymuszony obieg powietrza (klasa F) |
| Izolacja | Klasa H |
| Klasyfikacja emisji EMC (tylko modele CE) | Klasa A |
| Punkty podnoszenia | Udźwig górnego uchwytu do podnoszenia to 680 kg (1500 funtów) |
Dane operacyjne
| Grubość na wykresie cięcia | mm | cale | |
|---|---|---|---|
| Wydajność przebijania | Stal miękka (asysta argonu) | 50 | 2 |
| Stal miękka (standardowo z O2) | 45 | 1–3/4 | |
| Stal nierdzewna | 38 | 1–1/2 | |
| Aluminium | 38 | 1–1/2 | |
| Możliwość odcinania | Stal miękka | 80 | 3–1/8 |
| Stal nierdzewna | 75 | 3 | |
| Aluminium | 50 | 2 | |
Wykaz ten nie stanowi kompletnej listy dostępnych procesów ani grubości.
| Konsola | Gazy tnące | Prąd (natężenie prądu) |
Grubość wykresu cięcia (mm) |
Przybliżona szybkość cięcia (mm/min) |
Grubość wykresu cięcia (in) |
Przybliżona szybkość cięcia (ipm) |
|---|---|---|---|---|---|---|
| Stal miękka | ||||||
| Core™, CorePlus™, VWI™ i OptiMix™ | Plazma O2 | 30 | 0,5 | 5348 | 0,018 cala | 215 |
| Osłona O2 | 3 | 1153 | 0,135 cala | 40 | ||
| 5 | 726 | 3/16 cala | 30 | |||
| Plazma O2 | 50 | 3 | 3820 | 0,105 cala | 155 | |
| Osłona powietrzna | 5 | 2322 | 3/16 cala | 95 | ||
| 8 | 1369 | 5/16 cala | 55 | |||
| Plazma O2 | 80 | 3 | 5582 | 0,105 cala | 225 | |
| Osłona powietrzna | 6 | 3048 | 1/4 cala | 110 | ||
| 12 | 1405 | 1/2 cala | 55 | |||
| Plazma O2 | 130 | 3 | 6502 | 0,135 cala | 240 | |
| Osłona powietrzna | 10 | 2680 | 3/8 cala | 110 | ||
| 38 | 256 | 1-1/2 cala | 10 | |||
| Plazma O2 | 170 | 6 | 5080 | 1/4 cala | 200 | |
| Osłona powietrzna | 12 | 3061 | 1/2 cala | 115 | ||
| 25 | 1175 | 1 cal | 45 | |||
| 50 | 267 | 2 cale | 10 | |||
| Plazma O2 | 300 | 12 | 3940 | 1/2 cala | 155 | |
| Osłona powietrzna | 25 | 1950 | 1 cal | 75 | ||
| 50 | 560 | 2 cale | 21 | |||
| 80 | 165 | 3 cale | 7 | |||
| Stal nierdzewna | ||||||
| Core, CorePlus, VWI i OptiMix | Plazma N2 | 40 | 0,8 | 6100 | 0,036 cala | 240 |
| Osłona N2 | 3 | 2683 | 0,105 cala | 120 | ||
| 6 | 918 | 1/4 cala | 32 | |||
| VWI i OptiMix | Plazma F5 | 80 | 3 | 4248 | 0.135 | 140 |
| Osłona N2 | 6 | 1916 | 1/4 cala | 70 | ||
| 12 | 864 | 1/2 cala | 34 | |||
| OptiMix | Plazma H2-Ar-N2 | 170 | 10 | 1975 | 3/8 cala | 80 |
| Osłona N2 | 12 | 1735 | 1/2 cala | 65 | ||
| 38 | 256 | 1-1/2 cala | 10 | |||
| Plazma H2-Ar-N2 | 300 | 12 | 2038 | 1/2 cala | 80 | |
| Osłona N2 | 25 | 1040 | 1 cal | 40 | ||
| 50 | 387 | 2 cale | 17 | |||
| 75 | 162 | 3 cale | 6 | |||
| VWI i OptiMix | Plazma N2 | 300 | 12 | 2159 | 1/2 cala | 85 |
| Osłona H2O | 25 | 1302 | 1 cal | 50 | ||
| 50 | 403 | 2 cale | 15 | |||
| Aluminium | ||||||
| Core, CorePlus, VWI i OptiMix | Plazma powietrzna | 40 | 1,5 | 4799 | 0.036 | 240 |
| Osłona powietrzna | 3 | 2596 | 1/8 cala | 85 | ||
| 6 | 911 | 1/4 cala | 32 | |||
| VWI i OptiMix | Plazma N2 | 80 | 3 | 3820 | 1/8 cala | 140 |
| Osłona H2O | 6 | 2203 | 1/4 cala | 80 | ||
| 10 | 956 | 1/2 cala | 28 | |||
| Plazma N2 | 130 | 6 | 2413 | 1/4 cala | 95 | |
| Osłona H2O | 10 | 1702 | 3/8 cala | 70 | ||
| N2 | 300 | 20 | 870 | 3/4 cala | 35 | |
| 12 | 2286 | 1/2 cala | 90 | |||
| Osłona H2O | 25 | 1302 | 1 cal | 50 | ||
| 50 | 524 | 2 cale | 20 | |||
| OptiMix | Plazma H2-Ar-N2 | 300 | 12 | 3810 | 1/2 cala | 150 |
| Osłona N2 | 25 | 2056 | 1 cal | 80 | ||
| 50 | 391 | 2 cale | 15 | |||
Informacje o kupowaniu
Odwiedź naszą stronę z informacjami o miejscach sprzedaży, aby znaleźć potencjalnego partnera, lub skontaktuj się bezpośrednio z firmą Hypertherm, jeśli potrzebujesz dodatkowej pomocy.
Zasoby
Podręczniki i dokumenty
Konserwacja
HyPrecision15/30/50 Pompa strumienia wody Podręcznik operatora 808240PL Wersja 1 (Polski / Polish)
Ostatnia aktualizacja
11/28/2017
Szkolenie
Palnik XPR
| Numer części Standardowy |
Numer części Standard Ukosowanie / Zrobotyzowane |
Numer części Ukosowanie / Zrobotyzowane |
Opis |
| 428383 | 428825 | 428831* | Przewód: 6,6 stopy |
| 428384 | 428826 | 428832* | Przewód: 8,2 stopy |
| 428385 | 428827 | 428833* | Przewód: 9,8 stopy |
|
428386 |
428828 | 428834* | Przewód: 11,5 stopy |
| 428824 | 428829 | 428335* | Przewód: 13,1 stopy |
| 428387 | 428830 | 428836* | Przewód: 4,8 stopy |
| 428978** | 428979** | Przewód: 20 stóp** | |
| 428916 | Przewód: 11,5 stopy, przelotowo przez ramię robota | ||
| 428918 | Przewód: 14,8 stopy, przelotowo przez ramię robota | ||
| 420500 | Tuleja obsady palnika: standardowa | ||
| 420501 | Tuleja obsady palnika: krótka | ||
| 420502 | Tuleja obsady palnika: długa | ||
| 420788 | Obrotowa tuleja obsady palnika: Krótka | ||
| 420789 | Obrotowa tuleja obsady palnika: średnia | ||
| 420790 | Obrotowa tuleja obsady palnika: długa | ||
| 420220 | Gniazdo palnika ze złączem szybkiego odłączania | ||
| 420221 | Palnik XPR ze złączem szybkiego odłączania | ||
| 420368 | Rura wodna |
* Zestawy przewodów do ukosowania/zastosowań zrobotyzowanych 428831–428836 zawierają przedłużoną ochronę przed odkształceniami o długości 1,2 m (48″).
** Przewód o długości 6 m (20′) jest zgodny wyłącznie z zespołami gazowymi o długości 7,5 m (24,6′) lub krótszymi.
Materiały eksploatacyjne XPR
Dysze i elektrody są dostępne w różnych ilościach. W celu złożenia zamówienia na materiały eksploatacyjne należy się skontaktować z autoryzowanym dystrybutorem produktów Hypertherm. Posiadane materiały eksploatacyjne mogą wyglądać inaczej niż materiały przedstawione na zdjęciach.
Stal miękka

| Natężenie prądu | Proces | Osłona nasadka | Osłona | Dysza nasadka | Dysza | Pierścień zawirowujący | Elektroda | Rura wodna |
|---|---|---|---|---|---|---|---|---|
| 30 A | O2/O2 | 420200 | 420228 | 420365 | 420225 | 420407 | 420222 | 420368 |
| 50 A | O2/Powietrze | 420200 | 420237 | 420365 | 420234 | 420233 | 420231 | 420368 |
| 80 A | O2/Powietrze | 420200 | 420246 | 420365 | 420243 | 420242 | 420240 | 420368 |
| 130 A | O2/Powietrze | 420200 | 420255 | 420365 | 420252 | 420242 | 420249 | 420368 |
| 170 A | O2/Powietrze | 420200 | 420513 | 420365 | 420261 | 420260 | 420258 | 420368 |
| 220 A | O2/Powietrze | 420200 | 420273 | 420365 | 420270 | 420406 | 420276 | 420368 |
| 300 A | O2/Powietrze | 420200 | 420491 | 420365 | 420279 | 420406 | 420276 | 420368 |
Materiał nieżelazny

| Natężenie prądu | Proces | Osłona nasadka |
Osłona | Dysza nasadka |
Dysza | Pierścień zawirowujący | Elektroda | Rura wodna |
|---|---|---|---|---|---|---|---|---|
| 40 A | N2/N2 | 420200 | 420291 | 420365 | 420288 | 420314 | 420303 | 420368 |
| Powietrze/Powietrze | 420200 | 420291 | 420365 | 420288 | 420314 | 420294 | 420368 | |
| 60 A | N2/N2 | 420200 | 420309 | 420365 | 420297 | 420323 | 420303 | 420368 |
| F5/N2 | 420200 | 420309 | 420365 | 420297 | 420323 | 420303 | 420368 | |
| N2/H2O | 420200 | 420300 | 420365 | 420296 | 420323 | 420303 | 420368 | |
| Powietrze/Powietrze | 420200 | 420309 | 420365 | 420297 | 420323 | 420294 | 420368 | |
| 80 A | N2/N2 | 420200 | 420309 | 420365 | 420306 | 420323 | 420303 | 420368 |
| F5/N2 | 420200 | 420309 | 420365 | 420306 | 420323 | 420303 | 420368 | |
| N2/H2O | 420200 | 420300 | 420365 | 420290 | 420323 | 420303 | 420368 | |
| Powietrze/Powietrze | 420200 | 420309 | 420365 | 420306 | 420323 | 420294 | 420368 | |
| 130 A | N2/N2 | 420200 |
420318 |
420365 |
420315 |
420314 | 420356 | 420368 |
| H2-Ar-N2/N2 | 420200 | 420318 | 420365 | 420315 | 420323 | 420356 | 420368 | |
| N2/H2O | 420200 | 420469 | 420365 | 420315 | 420314 | 420356 | 420368 | |
| 170 A | N2/N2 | 420200 | 420327 | 420365 | 420324 | 420314 |
420356 |
420368 |
| H2-Ar-N2/N2 | 420200 | 420327 | 420365 | 420324 | 420323 | 420356 | 420368 | |
| N2/H2O | 420200 | 420472 | 420365 | 420324 | 420314 | 420356 | 420368 | |
| Powietrze/Powietrze | 420200 | 420513 | 420365 | 420524 | 420260 | 420258 | 420368 | |
| 300 A | N2/N2 | 420200 | 420362 | 420365 | 420359 | 420323 | 420356 | 420368 |
| H2-Ar-N2/N2 | 420200 | 420362 | 420365 |
420359 |
420358 | 420356 | 420368 | |
| N2/H2O | 420200 | 420475 | 420365 | 420359 | 420323 | 420356 | 420368 |
Materiały eksploatacyjne do żłobienia
Stal miękka

| Natężenie prądu | Proces | Tarcza osłaniająca | Osłona | Nasadka dyszy |
Dysza* | Pierścień zawirowujący | Elektroda | Rura wodna |
|---|---|---|---|---|---|---|---|---|
| 170A | O2/Powietrze | 420200 | 10086659 | 420365 | 10087904 (.140) Otwór | 420242 | 10086653 | 420368 |
| 300A | O2/Powietrze | 420200 | 10086659 | 420365 | 10086655 (.180) Otwór | 420242 | 10086653 | 420368 |
| 460A | O2/Powietrze | 420200 | 10086659 | 420365 | 10086657 (.195) Otwór | 420242 | 10086653 | 420368 |
*Odniesienie do „Wykresów żłobienia dyszy XPR”
Stal nierdzewna
| Natężenie prądu | Proces | Tarcza osłaniająca | Osłona | Nasadka dyszy |
Dysza* | Pierścień zawirowujący | Elektroda | Rura wodna |
|---|---|---|---|---|---|---|---|---|
| 170A | H2-Powietrze/N2 | 420200 | 10086659 | 420365 | 10087907 (.165) Otwór |
420242 | 10086650 | 420368 |
| N2/N2 | 420200 | 10086659 | 420365 | 10087907 (.165) Otwór |
420242 | 10086650 | 420368 | |
| 300A |
H2-Powietrze/N2 | 420200 | 10086659 | 420365 | 10087909 (.210) Otwór |
420242 | 10086650 | 420368 |
| N2/N2 | 420200 | 10086659 | 420365 | 10086655 (.180) Otwór |
420242 | 10086650 | 420368 | |
| 460A |
H2-Powietrze/N2 | 420200 | 10086659 | 420365 | 10087911 (.250) Otwór |
420242 | 10086650 | 420368 |
| N2/N2 | 420200 | 10086659 | 420365 | 10087909 (.210) Otwór |
420242 | 10086650 | 420368 |
*Odniesienie do „Wykresów żłobienia dyszy XPR”
Zestawy startowe do systemu XPR300
| Numer części | Opis |
|---|---|
| 428618 | Zestaw startowy materiałów eksploatacyjnych XPR300 do stali miękkiej (palnik w zestawie) |
| 428619 | Zestaw startowy materiałów eksploatacyjnych XPR300 do stali nierdzewnej (palnik w zestawie) |
| 428616 | Zestaw startowy materiałów eksploatacyjnych XPR300 do stali miękkiej |
| 428945 | Zestaw startowy materiałów eksploatacyjnych XPR300 do materiałów nieżelaznych — systemy z konsolą Core |
| 428617 | Zestaw startowy materiałów eksploatacyjnych XPR300 do stali nierdzewnej |
Powiązane przedmioty

System cięcia plazmą XPR460
XPR460, system z serii Hypertherm XPR®, zapewnia niezmienną jakość cięcia, możliwość cięcia grubszych materiałów i większe szybkości cięcia w swojej klasie, dzięki czemu zwiększa produktywność i obniża koszty eksploatacji.
Przeczytaj więcej
System EDGE Connect CNC
Najnowszy system komputerowego sterowania numerycznego (CNC, Computer Numeric Control) firmy Hypertherm zapewnia niezrównaną niezawodność, zaawansowane wbudowane funkcje oraz wysoki poziom personalizacji.
Przeczytaj więcej
System cięcia plazmą XPR170
Zmechanizowany system cięcia plazmą XPR170® zapewnia procesy X-Definition® nowej generacji, od bardzo cienkich do średnich grubości.
Przeczytaj więcej
ProNest 2025
ProNest® to czołowe branżowe oprogramowanie CAD/CAM do rozmieszczania części i owoc pracy specjalistów do spraw cięcia z Hypertherm.
Przeczytaj więcej