
System cięcia plazmą XPR170
Dostarczając procesy X-Definition® nowej generacji od bardzo cienkich do średnich grubości, system XPR170® rozszerza możliwości plazmowe i otwiera nowe perspektywy w sposób dotąd niespotykany.
Oferując niezrównaną jakość X-Definition podczas cięcia stali miękkiej, stali nierdzewnej i aluminium, system XPR zwiększa szybkość cięcia, znacznie poprawia produktywność i redukuje koszty eksploatacji. Nowe, łatwe w użyciu funkcje i doskonale zaprojektowane metody optymalizacji pracy sprawiają, że system XPR® wymaga minimalnej interwencji operatora, a jednocześnie zapewnia optymalną wydajność oraz niezrównaną niezawodność.
Informacje o systemie
Korzyści
Najlepsza w branży jakość cięcia X-Definition
System XPR poprawia jakość cięcia HyDefinition® poprzez połączenie nowej technologii z ulepszonym procesem następnej generacji – cięciem X-Definition™ stali miękkiej, stali nierdzewnej i aluminium.
-
Powtarzalne wyniki w zakresie ISO 2 w przypadku cienkiej stali miękkiej
-
Rozszerzony zakres ISO 3 - jakość cięcia grubszej stali miękkiej i stali nierdzewnej
-
Doskonała jakość cięcia stali nierdzewnej
-
Doskonałe wyniki obróbki aluminium z wykorzystaniem technologii Vented Water Injection™ (VWI)
Zoptymalizowana produktywność i zmniejszone koszty eksploatacji
-
Znacznie niższe koszty eksploatacji w porównaniu z technologią poprzedniej generacji
-
Wyższe szybkości cięcia grubszych materiałów
-
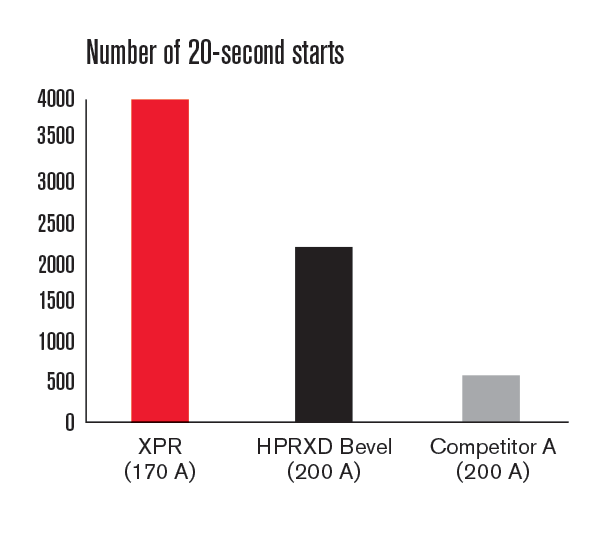
Olbrzymia poprawa trwałości materiałów eksploatacyjnych w zastosowaniach ze stalą miękką
-
Możliwość przebijania grubszego metalu niż w przypadku konkurencyjnych systemów plazmowych
-
Rozszerzony łuk pilota (EPA) eliminuje konieczność ręcznego wykrywania krawędzi, usprawnia ustawianie i minimalizuje czas przestoju, zwiększając wydajność operacyjną.
-
Zautomatyzowane żłobienie XPR minimalizuje lub eliminuje szlifowanie w porównaniu ze żłobieniem łukiem węglowym, co pozwala na szybszą produkcję części gotowych do spawania z precyzyjniejszymi profilami żłobków.
Zaprojektowana optymalizacja systemu i łatwa obsługa
-
Ochrona przed błędami zamknięcia znacznie poprawia trwałość materiałów eksploatacyjnych
-
Ulepszone monity konserwacyjne i serwisowe dzięki funkcjom automatycznego monitorowania systemu i określonym kodom błędów
-
Przewód palnika EasyConnect™ oraz jedno beznarzędziowe połączenie między palnikiem a gniazdkiem zapewniają szybką i łatwą wymianę sprzętu
-
Elektroda QuickLock™ gwarantuje szybką wymianę materiałów eksploatacyjnych
-
Narzędzie interfejsu sieciowego jest dostępne przez Wi-Fi i Ethernet LAN w zasilaniu do monitorowania i serwisowania systemu
-
Wbudowany IIoT (Przemysłowy Internet Rzeczy) poprzez sieć Ethernet LAN i MTConnect® umożliwia zdalny dostęp do danych w celu inteligentniejszego monitorowania z dowolnego miejsca na świecie
-
Ręczny tryb ustawiania jest idealny do prostych zastosowań, takich jak żłobienie i ukosowanie poza stołem; zachowuje ostatnie ustawienie w celu szybszego, powtarzalnego przebiegu pracy oraz upraszcza ustawianie i pracę bez potrzeby integracji CNC/PLC
Zaawansowane funkcje automatycznej regulacji i dostarczania gazu
Cztery różne opcje konsol — Core™, CorePlus™, Vented Water Injection™ (VWI™) and OptiMix™ — oferują niezrównaną jakość cięcia stali miękkiej oraz w każdym przypadku znacznie lepsze możliwości cięcia stali nierdzewnej i aluminium. Wszystkie konsole można w pełni monitorować z poziomu systemu CNC, zyskując wysoką produktywność i łatwość obsługi.
Gazy/ciecze konsoli podłączenia gazu
| Core | CorePlus | Vented Water Injection (VWI) | OptiMix | |
|---|---|---|---|---|
| O2/N2/Powietrze | X | X | X | X |
| Ar | X | X | X | |
| F5/Ar/H2O | X | X | ||
| Mieszanina H2-N2-Ar | X |

Specyfikacje
| Maksymalne napięcie obwodu otwartego (U0) | 360 V DC |
| Maksymalny prąd wyjściowy | 170 A |
| Maksymalna moc wyjściowa | 35,7 kW |
| Napięcie wyjściowe | 50–210 V DC |
| Napięcie łuku w cyklu 100% | 210 V |
| Wskaźnik cyklu pracy | 100% przy 35,7 kW, 40°C (104°F) |
| Zakres roboczy temperatury otoczenia | Od –10°C do 40°C (14–104°F) |
| Współczynnik mocy | 0,98 przy 35,7 kW |
| Chłodzenie | Wymuszony obieg powietrza (klasa F) |
| Izolacja | Klasa H |
| Klasyfikacja emisji EMC (tylko modele CE) | Klasa A |
| Punkty podnoszenia |
Udźwig górnego uchwytu do podnoszenia to 454 kg (1000 lb.) Dolne szczeliny na wózek widłowy |
Dane operacyjne
| Stal miękka | mm | cale | |
|---|---|---|---|
| Wydajność przebijania | (gaz osłonowy — asysta argonu) | 40 | 1–9/16 |
| (standardowy gaz osłonowy) | 35 | 1–3/8 | |
| Odcięcie | 60 | 2–3/8 | |
| Stal nierdzewna | |||
| Wydajność przebijania | 22 | 7/8 | |
| Odcięcie | 38 | 1–1/2 | |
| Aluminium | |||
| Wydajność przebijania | 25 | ¹ | |
| Odcięcie | 38 | 1–1/2 | |
Wykaz ten nie stanowi kompletnej listy dostępnych procesów ani grubości.
| Konsola | Gazy tnące | Prąd (natężenie prądu) | Grubość (mm) | Przybliżona szybkość cięcia (mm/min) |
Grubość (cale) | Przybliżona szybkość cięcia (ipm) |
|---|---|---|---|---|---|---|
| Stal miękka | ||||||
| Core™, CorePlus™, VWI™ i OptiMix™ | Plazma O2 | 30 | 0,5 | 5348 | 0,018 | 215 |
| Osłona O2 | 3 | 1153 | 0.135 | 40 | ||
| 5 | 726 | 3/16 | 30 | |||
| Plazma O2 | 50 | 3 | 3820 | 0.105 | 155 | |
| Osłona powietrzna | 5 | 2322 | 3/16 | 95 | ||
| 8 | 1369 | 5/16 | 55 | |||
| Plazma O2 | 80 | 3 | 5582 | 0.105 | 225 | |
| Osłona powietrzna | 6 | 3048 | 1/4 | 110 | ||
| 12 | 1405 | 1/2 | 55 | |||
| Plazma O2 | 130 | 3 | 6502 | 0.035 | 240 | |
| Osłona powietrzna | 10 | 2680 | 3/8 | 110 | ||
| 38 | 256 | 1–1/2 | 10 | |||
| Plazma O2 | 170 | 6 | 5080 | 1/4 | 200 | |
| Osłona powietrzna | 12 | 3061 | 1/2 | 115 | ||
| 25 | 1175 | ¹ | 45 | |||
| 60 | 152 | 2–3/8 | 6 | |||
| Stal nierdzewna | ||||||
| Core, CorePlus, VWI i OptiMix | Plazma N2 | 40 | 0,8 | 6100 | 0.036 | 240 |
| Osłona N2 | 3 | 2683 | 0.105 | 120 | ||
| 6 | 918 | 1/4 | 32 | |||
| VWI i OptiMix | Plazma F5 | 80 | 3 | 4248 | 0.135 | 140 |
| Osłona N2 | 6 | 1916 | 1/4 | 70 | ||
| 12 | 864 | 1/2 | 34 | |||
| Plazma N2 | 170 | 10 | 1975 | 3/8 | 80 | |
| Osłona H2O | 20 | 978 | 3/4 | 40 | ||
| 38 | 434 | 1-1/2 | 17 | |||
| OptiMix | Plazma H2-Ar-N2 | 170 | 10 | 1975 | 3/8 | 80 |
| Osłona N2 | 12 | 1735 | 1/2 | 65 | ||
| 38 | 256 | 1-1/2 | 10 | |||
| Aluminium | ||||||
| Core, CorePlus, VWI i OptiMix | Plazma powietrzna | 40 | 1,5 | 4799 | 0.036 | 240 |
| Osłona powietrzna | 3 | 2596 | 1/8 | 85 | ||
| 6 | 911 | 1/4 | 32 | |||
| VWI i OptiMix | Plazma N2 | 80 | 3 | 3820 | 1/8 | 140 |
| Osłona H2O | 6 | 2203 | 1/4 | 80 | ||
| 10 | 956 | 1/2 | 28 | |||
| Plazma N2 | 130 | 6 | 2413 | 1/4 | 95 | |
| Osłona H2O | 10 | 1702 | 3/8 | 70 | ||
| 20 | 870 | 3/4 | 35 | |||
| Plazma N2 | 170 | 10 | 1994 | 3/8 | 80 | |
| Osłona H2O | 20 | 978 | 3/4 | 40 | ||
| 38 | 434 | 1-1/2 | 17 | |||
| OptiMix | Plazma H2-Ar-N2 | 170 | 10 | 3334 | 3/8 | 135 |
| Osłona N2 | 20 | 1213 | 3/4 | 50 | ||
| 38 | 384 | 1-1/2 | 15 | |||
Informacje o kupowaniu
Odwiedź naszą stronę z informacjami o miejscach sprzedaży, aby znaleźć potencjalnego partnera, lub skontaktuj się bezpośrednio z firmą Hypertherm, jeśli potrzebujesz dodatkowej pomocy.
Zasoby
Podręczniki i dokumenty
Palnik XPR
| Numer części Standardowy |
Numer części Standard Ukosowanie / Zrobotyzowane |
Numer części Ukosowanie / Zrobotyzowane |
Opis |
| 428383 | 428825 | 428831* | Przewód: 6,6 stopy |
| 428384 | 428826 | 428832* | Przewód: 8,2 stopy |
| 428385 | 428827 | 428833* | Przewód: 9,8 stopy |
|
428386 |
428828 | 428834* | Przewód: 11,5 stopy |
| 428824 | 428829 | 428335* | Przewód: 13,1 stopy |
| 428387 | 428830 | 428836* | Przewód: 4,8 stopy |
| 428978** | 428979** | Przewód: 20 stóp** | |
| 428916 | Przewód: 11,5 stopy, przelotowo przez ramię robota | ||
| 428918 | Przewód: 14,8 stopy, przelotowo przez ramię robota | ||
| 420500 | Tuleja obsady palnika: standardowa | ||
| 420501 | Tuleja obsady palnika: krótka | ||
| 420502 | Tuleja obsady palnika: długa | ||
| 420788 | Obrotowa tuleja obsady palnika: Krótka | ||
| 420789 | Obrotowa tuleja obsady palnika: średnia | ||
| 420790 | Obrotowa tuleja obsady palnika: długa | ||
| 420220 | Gniazdo palnika ze złączem szybkiego odłączania | ||
| 420221 | Palnik XPR ze złączem szybkiego odłączania | ||
| 420368 | Rura wodna |
* Zestawy przewodów do ukosowania/zastosowań zrobotyzowanych 428831–428836 zawierają przedłużoną ochronę przed odkształceniami o długości 1,2 m (48″).
** Przewód o długości 6 m (20′) jest zgodny wyłącznie z zespołami gazowymi o długości 7,5 m (24,6′) lub krótszymi.
Materiały eksploatacyjne XPR
Dysze i elektrody są dostępne w różnych ilościach. W celu złożenia zamówienia na materiały eksploatacyjne należy się skontaktować z autoryzowanym dystrybutorem produktów Hypertherm. Posiadane materiały eksploatacyjne mogą wyglądać inaczej niż materiały przedstawione na zdjęciach.
Stal miękka

| Natężenie prądu | Proces | Osłona nasadka |
Osłona | Dysza nasadka |
Dysza | Pierścień zawirowujący | Elektroda | Rura wodna |
|---|---|---|---|---|---|---|---|---|
| 30 A | O2/O2 | 420200 | 420228 | 420365 | 420225 | 420407 | 420222 | 420368 |
| 50 A | O2/Powietrze | 420200 | 420237 | 420365 | 420234 | 420233 | 420231 | 420368 |
| 80 A | O2/Powietrze | 420200 | 420246 | 420365 | 420243 | 420242 | 420240 | 420368 |
| 130 A | O2/Powietrze | 420200 | 420255 | 420365 | 420252 | 420242 | 420249 | 420368 |
| 170 A | O2/Powietrze | 420200 | 420513 | 420365 | 420261 | 420260 | 420258 | 420368 |
Materiał nieżelazny

| Natężenie prądu | Proces | Osłona nasadka |
Osłona | Dysza nasadka |
Dysza | Pierścień zawirowujący | Elektroda | Rura wodna |
|---|---|---|---|---|---|---|---|---|
| 40 A | N2/N2 | 420200 | 420291 | 420365 | 420288 | 420314 | 420303 | 420368 |
| Powietrze/Powietrze | 420200 | 420291 | 420365 | 420288 | 420314 | 420294 | 420368 | |
| 60 A | N2/N2 | 420200 | 420309 | 420365 | 420297 | 420323 | 420303 | 420368 |
| F5/N2 | 420200 | 420309 | 420365 | 420297 | 420323 | 420303 | 420368 | |
| N2/H2O | 420200 | 420300 | 420365 | 420296 | 420323 | 420303 | 420368 | |
| Powietrze/Powietrze | 420200 | 420309 | 420365 | 420297 | 420323 | 420294 | 420368 | |
| 80 A | N2/N2 | 420200 | 420309 | 420365 | 420306 | 420323 | 420303 | 420368 |
| F5/N2 | 420200 | 420309 | 420365 | 420306 | 420323 | 420303 | 420368 | |
| N2/H2O | 420200 | 420300 | 420365 | 420290 | 420323 | 420303 | 420368 | |
| Powietrze/Powietrze | 420200 | 420309 | 420365 | 420306 | 420323 | 420294 | 420368 | |
| 130 A | N2/N2 | 420200 |
420318 |
420365 |
420315 |
420314 | 420356 | 420368 |
| H2-Ar-N2/N2 | 420200 | 420318 | 420365 | 420315 | 420323 | 420356 | 420368 | |
| N2/H2O | 420200 | 420469 | 420365 | 420315 | 420314 | 420356 | 420368 | |
| 170 A | N2/N2 | 420200 | 420327 | 420365 | 420324 | 420314 |
420356 |
420368 |
| H2-Ar-N2/N2 | 420200 | 420327 | 420365 | 420324 | 420323 | 420356 | 420368 | |
| N2/H2O | 420200 | 420472 | 420365 | 420324 | 420314 | 420356 | 420368 | |
| Powietrze/Powietrze | 420200 | 420513 | 420365 | 420524 | 420260 | 420258 | 420368 |
Materiały eksploatacyjne do żłobienia
Stal miękka

| Natężenie prądu | Proces | Tarcza osłaniająca | Osłona | Nasadka dyszy |
Dysza* | Pierścień zawirowujący | Elektroda | Rura wodna |
|---|---|---|---|---|---|---|---|---|
| 170A | O2/Powietrze | 420200 | 10086659 | 420365 | 10087904 (.140) Otwór | 420242 | 10086653 | 420368 |
| 300A | O2/Powietrze | 420200 | 10086659 | 420365 | 10086655 (.180) Otwór | 420242 | 10086653 | 420368 |
| 460A | O2/Powietrze | 420200 | 10086659 | 420365 | 10086657 (.195) Otwór | 420242 | 10086653 | 420368 |
*Odniesienie do „Wykresów żłobienia dyszy XPR”
Stal nierdzewna
| Natężenie prądu | Proces | Tarcza osłaniająca | Osłona | Nasadka dyszy |
Dysza* | Pierścień zawirowujący | Elektroda | Rura wodna |
|---|---|---|---|---|---|---|---|---|
| 170A | H2-Powietrze/N2 | 420200 | 10086659 | 420365 | 10087907 (.165) Otwór |
420242 | 10086650 | 420368 |
| N2/N2 | 420200 | 10086659 | 420365 | 10087907 (.165) Otwór |
420242 | 10086650 | 420368 | |
| 300A |
H2-Powietrze/N2 | 420200 | 10086659 | 420365 | 10087909 (.210) Otwór |
420242 | 10086650 | 420368 |
| N2/N2 | 420200 | 10086659 | 420365 | 10086655 (.180) Otwór |
420242 | 10086650 | 420368 | |
| 460A |
H2-Powietrze/N2 | 420200 | 10086659 | 420365 | 10087911 (.250) Otwór |
420242 | 10086650 | 420368 |
| N2/N2 | 420200 | 10086659 | 420365 | 10087909 (.210) Otwór |
420242 | 10086650 | 420368 |
*Odniesienie do „Wykresów żłobienia dyszy XPR”
Zestawy startowe do systemu XPR170
| Numer części | Opis |
|---|---|
| 428842 | Zestaw startowy materiałów eksploatacyjnych XPR170 do stali miękkiej (palnik w zestawie) |
| 428841 | Zestaw startowy materiałów eksploatacyjnych XPR170 do materiałów nieżelaznych (palnik nie w zestawie) |
| 428840 | Zestaw startowy materiałów eksploatacyjnych XPR170 do stali miękkiej |
| 428843 | Zestaw startowy materiałów eksploatacyjnych XPR170 do materiałów nieżelaznych |
| 428944 | Zestaw startowy materiałów eksploatacyjnych XPR170 do materiałów nieżelaznych — systemy z konsolą Core |
Powiązane przedmioty

System cięcia plazmą XPR460
XPR460, system z serii Hypertherm XPR®, zapewnia niezmienną jakość cięcia, możliwość cięcia grubszych materiałów i większe szybkości cięcia w swojej klasie, dzięki czemu zwiększa produktywność i obniża koszty eksploatacji.
Przeczytaj więcej
System cięcia plazmą XPR300
Tnij szybciej i zużywaj mniej materiałów eksploatacyjnych z nowym zmechanizowanym systemem cięcia plazmą XPR300®. Oferując niezrównaną jakość X-Definition® podczas cięcia stali miękkiej, stali nierdzewnej i aluminium, system XPR300 zwiększa szybkość cięcia, znacznie poprawia produktywność i redukuje koszty eksploatacji.
Przeczytaj więcej