Machines de coupe au plasma à air
Portables, puissants et incroyablement polyvalents, les découpeurs plasma à air sont conçus pour découper, gouger et marquer le métal dans les applications légères, à l’aide d’une torche manuelle ou machine, comme sur une machine de coupe plasma CNC. Ils s’adressent aux métallurgistes qui ont besoin de gouger et de découper facilement et de manière fiable du métal jusqu’à 38 mm (1 1/2 po). Découvrez notre gamme de produits.
Plasma à débit unique classique
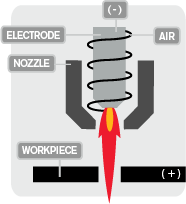 Un procédé classique à débit unique consiste à faire circuler le gaz comprimé entre l’électrode et la buse. La borne chargée négativement (électrode) initie l’arc plasma entre la buse, puis l’arc pilote, lors des transferts avec la borne chargée positivement (pièce à couper). L’arc électrique charge le gaz et excite les électrons, en le transformant en gaz ionisé, également appelé gaz plasma. Dans cet état, le gaz ionisé devient du plasma (quatrième état de la matière) et est utilisé pour couper le métal. Le gaz aide également à refroidir la torche elle-même et à éloigner le métal fondu à haute température de la coupe, réduisant ainsi les scories et les bavures. L’air comprimé est couramment utilisé, et son utilisation est économique et polyvalente. Il est généralement employé dans les systèmes de coupage plasma portatifs, tels que la gamme de découpeurs plasma Powermax, allant d’un découpeur plasma de 30 ampères jusqu’à notre découpeur plasma de 125 ampères. Le découpeur plasma Powermax30 AIR offre une grande polyvalence et il est équipé d’un compresseur d’air interne pour plus de commodité.
Un procédé classique à débit unique consiste à faire circuler le gaz comprimé entre l’électrode et la buse. La borne chargée négativement (électrode) initie l’arc plasma entre la buse, puis l’arc pilote, lors des transferts avec la borne chargée positivement (pièce à couper). L’arc électrique charge le gaz et excite les électrons, en le transformant en gaz ionisé, également appelé gaz plasma. Dans cet état, le gaz ionisé devient du plasma (quatrième état de la matière) et est utilisé pour couper le métal. Le gaz aide également à refroidir la torche elle-même et à éloigner le métal fondu à haute température de la coupe, réduisant ainsi les scories et les bavures. L’air comprimé est couramment utilisé, et son utilisation est économique et polyvalente. Il est généralement employé dans les systèmes de coupage plasma portatifs, tels que la gamme de découpeurs plasma Powermax, allant d’un découpeur plasma de 30 ampères jusqu’à notre découpeur plasma de 125 ampères. Le découpeur plasma Powermax30 AIR offre une grande polyvalence et il est équipé d’un compresseur d’air interne pour plus de commodité.
Plasma à débit double
Le fondement du processus est très similaire à celui du plasma à débit unique. Il utilise du gaz plasma, mais il dispose d’un flux de gaz secondaire qui est poussé entre
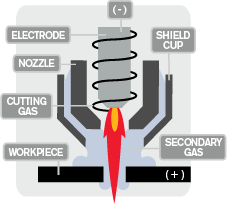
la buse et le protecteur afin d’améliorer les performances. Le débit de gaz secondaire est appelé « gaz de protection ». Alors que l’air peut être utilisé comme gaz de protection, d’autres types de gaz sont utilisés : l’azote (idéal pour l’acier inoxydable), le mélange argon-hydrogène (idéal pour les matériaux plus épais ou les métaux fortement alliés). Les avantages de performance du gaz secondaire sont des coupes plus propres (moins de bavures), une vitesse de coupe accrue, une durée de vie prolongée de la torche (meilleur refroidissement). Le débit de gaz secondaire aide également à protéger la coupe contre l’oxydation.
Catégorie de plasma haute définition
Parfois appelé plasma haute précision, ce type de plasma offre une qualité de coupe exceptionnelle avec des vitesses de coupe élevée et des coûts de fonctionnement faibles dans des environnements à fort volume et de production intensive.
Dans ce processus, un modèle de buse spécialisée réduit l’arc et augmente la densité d’énergie. Grâce à leur énergie d’arc plus élevée, les découpeurs plasma haute définition offrent une qualité de coupe supérieure sur les matériaux conducteurs jusqu’à 50 mm (2 po). Ils permettent également de réaliser des angles de bord d’une précision inégalée et une saignée plus étroite et ils atteignent des vitesses de coupe supérieures par rapport à la technologie de découpe plasma classique. Avec ces systèmes, il n’est pas rare d’obtenir une précision de coupe des pièces comprise dans une plage de tolérance de +/- 0,25 mm (0,01 po).
Les découpeurs plasma haute définition d’aujourd’hui permettent des niveaux très élevés d’automatisation et sont exclusivement destinés aux applications automatisées. Dans les systèmes les plus avancés, la quasi-totalité du savoir-faire de l’opérateur de machine CNC (nécessaire à l’obtention d’une bonne qualité de coupe sur les anciens systèmes plasma) est essentiellement intégrée dans le logiciel de FAO qui gère les opérations quotidiennes d’usinage et de coupe.
Un découpeur plasma haute définition permet de réaliser des trous ronds et pratiquement sans conicité, grâce à l’utilisation d’une technologie telle que TrueHole (qui fait partie de la suite Hypertherm SureCut) et à la capacité d’adaptation du mouvement de la table et du contrôle THC. Les bords sont carrés et peuvent être débarrassés des bavures grâce à un affinage. Les temps de cycle de coupe à coupe permettent des niveaux de productivité beaucoup plus élevés qu’avec les types de plasma classiques. Un même système plasma peut découper des matériaux d’épaisseurs allant de tôles fines à plus de 182 mm (6 po), à l’aide de la même torche plasma. La torche plasma peut effectuer la découpe et le marquage de la plaque à travers le même orifice de buse. Le processus de coupe est plus rapide que la coupe à l’oxygaz et laser dans les applications impliquant des métaux plus épais et de chanfreinage.
Catégorie de plasma X-Definition
La technologie de découpe plasma la plus récente et la plus avancée de l’industrie, le plasma X-Definition™, établit une nouvelle norme en matière de qualité et d’homogénéité de coupe sur l’acier doux/l’acier à bas carbone. Elle étend également l’application du procédé haute définition novateur d’Hypertherm à un large éventail d’applications non ferreuses.
Lorsqu’il est installé sur une machine de coupe automatisée de haute qualité, le plasma X-Definition peut réaliser des angles de bord d’une précision qui rivalise avec celle du laser. Il est possible d’atteindre une qualité de plage 2 selon la norme ISO 9013 sur les matériaux minces et de plage 3 sur les matériaux conducteurs épais, avec une plus grande régularité.
Avec les découpeurs plasma haute définition, y compris HPR ci-dessus, d’autres gaz que l’air peuvent être utilisés, tels que l’azote (idéal pour l’acier inoxydable et l’aluminium), l’argon (idéal pour les métaux non ferreux), l’hydrogène (souvent mélangé à l’argon pour la coupe d’acier inoxydable épais ou d’aluminium) et l’oxygène (idéal pour la coupe d’acier doux/acier à bas carbone).
X-Definition est plus qu’une simple innovation de conception. Elle se compose de plusieurs technologies et méthodes de coupe avancées.
Autre technologie de coupe avancée avec X-Definition
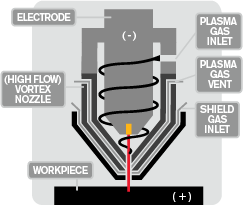
Technologie HyFlow Vortex ou Buse à évent
Une conception unique de buse à évent en deux parties qui aligne et concentre l’arc plasma, améliorant la stabilité de l’arc et la densité de l’énergie afin de fournir une qualité des bords plus propre, précise et constante, sur tous les types d’acier, y compris l’acier inoxydable et l’aluminium.
Vented Water Injection (VWI)
Procédé en instance de brevet utilisant un gaz plasma N2 ventilé et un gaz de protection H 2 O afin de réduire l’angularité et d’obtenir de meilleurs bords de coupe d’équerre sur l’aluminium et l’acier inoxydable.
Vent-to-shield
Technologie permettant de récupérer l’hydrogène issu du gaz plasma évacué et de le mélanger au gaz de protection, ce qui réduit l’angularité et offre une couleur de bord plus uniforme sur l’acier inoxydable jusqu’à 12 mm (15/32 po).
Amortissement du plasma
Technologie en instance de brevet qui, par l’ajout d’une chambre dans la buse, absorbe les fluctuations de pression et de débit pouvant déstabiliser l’arc pendant la coupe à courant faible utilisant des arcs très serrés pour les applications sur l’acier inoxydable mince. Cela élimine les surfaces de coupe ondulées et irrégulières.
Cool nozzle™
Caractéristique en instance de brevet sur le procédé à l’oxygène de 300 ampères dans lequel le refroidissement liquide est envoyé directement dans le trou de la buse, augmentant ainsi la qualité de coupe pendant toute la durée de vie des consommables de plus de 40 %.
Stabilité avancée de l’arc
Technologie qui modifie l’empiètement du gaz de protection afin d’améliorer la stabilité de l’arc à sa sortie d’un trou de perçage ou d’un angle aigu, offrant des longueurs de trajectoires d’entrée réduites et améliorant la qualité de coupe.
Découvrez notre gamme de produits X-Definition.
