Techniques de gougeage par découpeuse plasma

Le gougeage à l’arc plasma (PAG) est le processus consistant à enlever du métal en utilisant du gaz et un courant électrique pour créer un arc plasma. Le gougeage plasma est une variante de la découpe plasma, où l’arc est « défocalisé » en modifiant la taille de l’orifice dans la buse de la torche plasma. Un arc de coupe est dirigé vers le bas à travers le métal pour souffler le métal fondu vers le bas et l’extraire à travers la saignée, forçant les deux morceaux de métal à se séparer. Plutôt que de positionner la torche de manière à ce que l’arc fonde et souffle le métal fondu pour séparer la pièce à couper, dans le gougeage plasma, la torche est inclinée à un angle par rapport à la pièce à couper et l’arc souffle une rainure sur la surface métallique, tandis que les gaz soufflent le métal fondu sur le côté. Différents gaz peuvent être utilisés, en fonction du matériau de départ, pour obtenir la finition métallique souhaitée.
Les techniques prédominantes utilisées dans l’industrie sont le gougeage à l’arc carbone et le gougeage à l’arc plasma en raison de leurs avantages relatifs.
Avantages du gougeage au plasma
Le gougeage plasma présente de nombreux avantages par rapport aux méthodes de gougeage à l’oxygaz et à l’arc au carbone. Il fonctionne sur tous les métaux conducteurs, y compris l’acier doux, l’acier inoxydable, l’aluminium et le cuivre. Le gougeage plasma est plus rapide que l’oxygaz et le gougeage à l’arc de carbone, ce qui améliore la productivité. Il permet d’obtenir des profils de gougeage plus cohérents et plus faciles à répéter, nécessitant moins de travail secondaire comme le meulage. Le gougeage plasma est exempt de contaminants carbonés, éliminant ainsi la fragilisation du carbone dans le métal.
Le gougeage au plasma permet d’obtenir des soudures plus résistantes et une meilleure intégrité globale du matériau.
Le gougeage plasma est également plus avantageux pour les opérateurs. Il nécessite moins de temps de formation et présente une courbe d’apprentissage plus courte, ce qui permet aux nouveaux opérateurs de devenir rapidement compétents. Le gougeage plasma a amélioré la sécurité des travailleurs par rapport au gougeage à l’oxygaz et à l’arc, avec des niveaux de bruit et de débris réduits pour répondre aux exigences réglementaires et de sécurité sur le lieu de travail.
Préparation au gougeage au plasma
Les opérateurs utilisent différentes techniques pour réaliser différents profils et tailles de goujure, qu’il s’agisse d’un chalumeau manuel ou d’une méthode mécanisée telle qu’une rainureuse. Lors du gougeage manuel, il est important de s’assurer d’abord que le système de coupage plasma est correctement configuré.
Pour commencer, assurez-vous que la torche à plasma, le câble de travail et l’alimentation en gaz d’entrée sont correctement connectés et que la pince de mise à la terre est fixée à la pièce à traiter ou à la table de mise à la terre. N’oubliez pas de toujours porter l’équipement de protection individuelle approprié lors de l’utilisation d’un système plasma, y compris des gants, une protection oculaire, une protection auditive et des vêtements de protection appropriés.
Installez ensuite les consommables de gougeage appropriés sur le socle de la torche. Les systèmes plasma comme le Powermax® d’Hypertherm utilisent des consommables de gougeage conçus pour optimiser les performances de gougeage.
-
Les consommables à contrôle maximal sont conçus pour un enlèvement plus précis du métal, un lavage léger du matériau et laréalisation de profils de goujure peu profonds. Si vous apprenez à gouger, commencez par un consommable à contrôle maximal afin d’éviter d’endommager toute pièce à couper.
-
Les consommables de gougeage à retrait maximal sont conçus pour l’élimination de métal robuste, la réalisation de profils de gougeage profonds et les utilisations de lavage de métal extrêmes. Une vitesse de gougeage plus élevée est recommandée pour contrôler l’arc plasma concentré.
-
Les consommables de gougeage de précision sont conçus pour retirer de petites quantités de métal ou de soudure à un courant de sortie très faible.
-
Les consommables de coupe et de gougeage étendus permettent un accès plus facile lors du gougeage dans des espaces de travail difficiles d’accès ou confinés
De nombreux découpeurs plasma disposent d’un mode de fonctionnement dédié au gougeage qui règle la quantité de pression qui traverse la torche. Si votre système de coupage plasma dispose d’un mode de fonctionnement dédié au gougeage, assurez-vous de régler votre système en mode gougeage pour commencer.
Gougeage avec une torche plasma portative
La technique la plus courante de gougeage comprend le positionnement de la torche à un angle par rapport à la surface de travail pendant que l’arc pilote se forme et se transfère à la plaque. Une fois le contact établi, l’opérateur vise ou avance l’arc dans la direction où il souhaite effectuer le gougeage.
1. Tenez la torche de découpe plasma de sorte que la buse soit à 1,5 mm (1/16 po) de la pièce à couper avant d’amorcer la torche.

2. Maintenir la torche à un angle de 40° par rapport à la pièce à couper avec un léger espace entre l’embout de la torche et la pièce. Appuyer sur la gâchette pour obtenir un arc pilote. Transférer l’arc sur la pièce à couper.
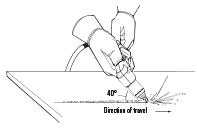
3. Maintenez un angle d’environ 40 degrés par rapport à la pièce à couper lorsque vous déplacez la torche, en poussant l’arc plasma dans la direction dans laquelle vous souhaitez créer le gougeage. Maintenir une distance minimale entre l’embout de la torche et le métal fondu pour éviter de réduire la durée de vie du consommable ou d’endommager la torche.
Changement du profil de gougeage
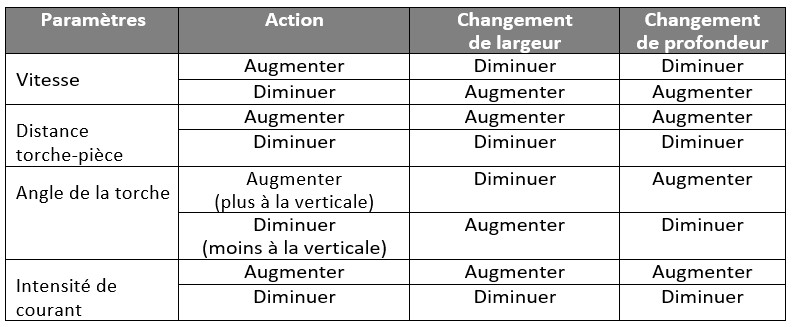
En général, vous pouvez modifier le profil du gougeage et le taux d’enlèvement de métal en modifiant la vitesse du torche lorsqu’il se déplace le long de la pièce, la distance entre le torche et la pièce, l’angle du torche par rapport à la pièce et le courant de sortie (A) de l’alimentation plasma. Les effets de chacun sont résumés ci-dessous :
Les facteurs suivants sont les principaux « leviers » disponibles dans une installation de gougeage à l’arc plasma qui affectent la profondeur de gougeage. Bien qu’il existe des points de départ pour tous les paramètres, il y aura probablement des expériences avec chacun de ces facteurs pour obtenir les résultats souhaités pour une application spécifique.
Paramètres affectant la profondeur de gougeage lors de l’utilisation du plasma
Hauteur de la torche
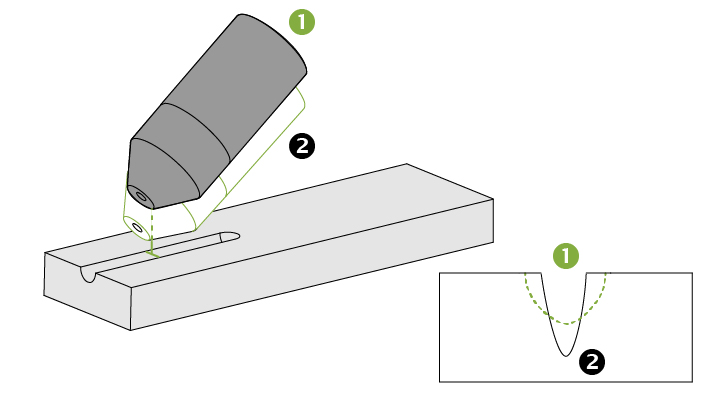
La hauteur de la torche régit l’« allongement de l’arc » ou la « forme de l’arc » nécessaire pour produire un profil de gougeage incurvé. Notez que l’étirement de l’arc est également lié à l’ampérage de la source de courant plasma (couvert ci-dessous), car plus l’ampérage est élevé, plus l’arc peut être étiré. Utiliser la hauteur de la torche et l’ampérage en harmonie pour façonner le profil degougeage souhaité. Il doit toujours y avoir une petite distance entre la pointe de la torche et le métal fondu pour augmenter la durée de vie des consommables et éviter d’endommager la torche, bien que cette distance varie selon le système et l’ampérage.
Éloigner la torche de la pièce à couper pour réaliser une goujure plus large, moins profonde et plus lisse dans le fond (1). Rapprocher la torche de la pièce pour réaliser une goujure plus étroite et plus profonde (2).
Effet de hauteur de torche sur le profil de gougeage
Angle de la torche
L’angle de la torche a une influence importante sur la profondeur du gougeage. Généralement réglé entre 30° et 35° par rapport à l’horizontale, l’angle de la torche peut être réglé jusqu’à 50°, mais la vitesse de déplacement et la gestion des scories deviennent critiques car l’arc peut « creuser ».
Placer la torche dans une position plus verticale pour réaliser une goujure plus étroite et plus profonde (1). Incliner la torche de façon à ce qu’elle soit plus proche de la pièce à couper pour réaliser une goujure plus large et moins profonde (2).
Effet d’angle de torche sur le gougeage
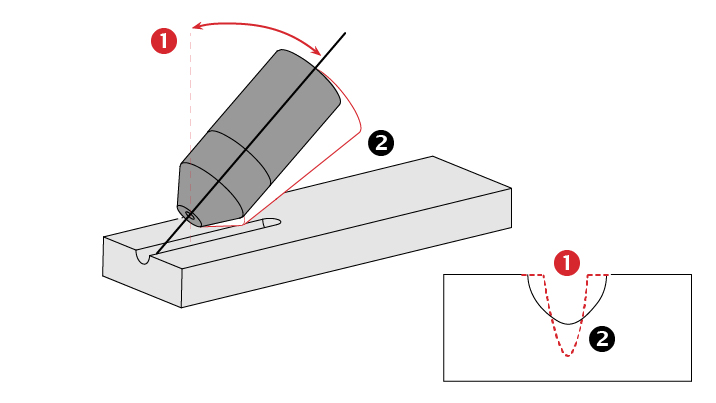
Remarque : Pour le gougeage automatisé, l’angle 1 est généralement réglé sur 52,5 degrés; les angles supérieurs à 50 degrés sont typiques.
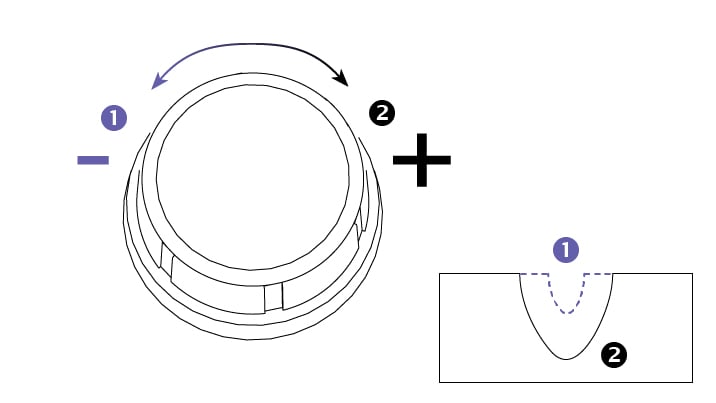
Intensité de courant
L’ampérage a une influence significative sur la profondeur de gougeage. Il s’agit du changement le plus facile et le plus contrôlable à effectuer. De plus, l’ampérage de la puissance plasma est également lié à l’alimentation d’étirement de l’arc – plus l’ampérage est élevé, plus vous pouvez étirer l’arc. Utiliser la hauteur de la torche (couverte ci-dessus) et l’ampérage en tandem pour façonner le profil de gougeage comme souhaité. Réduire l’intensité pour réaliser une goujure plus étroite et moins profonde (1). Augmenter l’intensité pour réaliser un gougeage plus large et plus profonde (2).
Effet de l’ampérage de l’alimentation sur le profil de gougeage
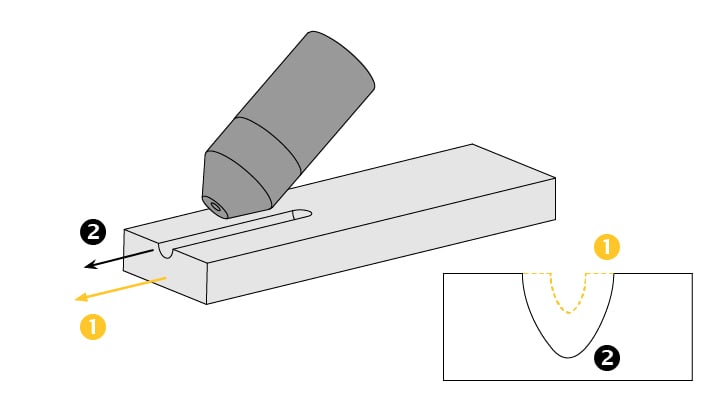
Vitesse de déplacement
La vitesse de déplacement de la pièce à couper et/ou de la torche a une relation directe avec la profondeur de gougeage. Cependant, lors de la réduction de la vitesse de déplacement, la gestion des scories devient importante car l’arc peut « creuser », produisant plus de scories qui adhèrent à la pièce à couper. Augmenter la vitesse de la torche pour rendre la goujure plus étroite et moins profonde (1). Réduire la vitesse de la torche pour réaliser une goujure plus large et plus profonde (2).
Effet de la vitesse de déplacement sur le profil de gougeage
Paramètres affectant la largeur de gougeage avec plasma
Les facteurs suivants sont les principaux « leviers » disponibles dans une installation de gougeage à l’arc plasma qui affectent la largeur du gougeage. Bien qu’il existe des points de départ pour tous les paramètres, il y aura probablement des expériences avec chacun de ces facteurs pour obtenir les résultats souhaités pour une application spécifique.
Faire pivoter la torche
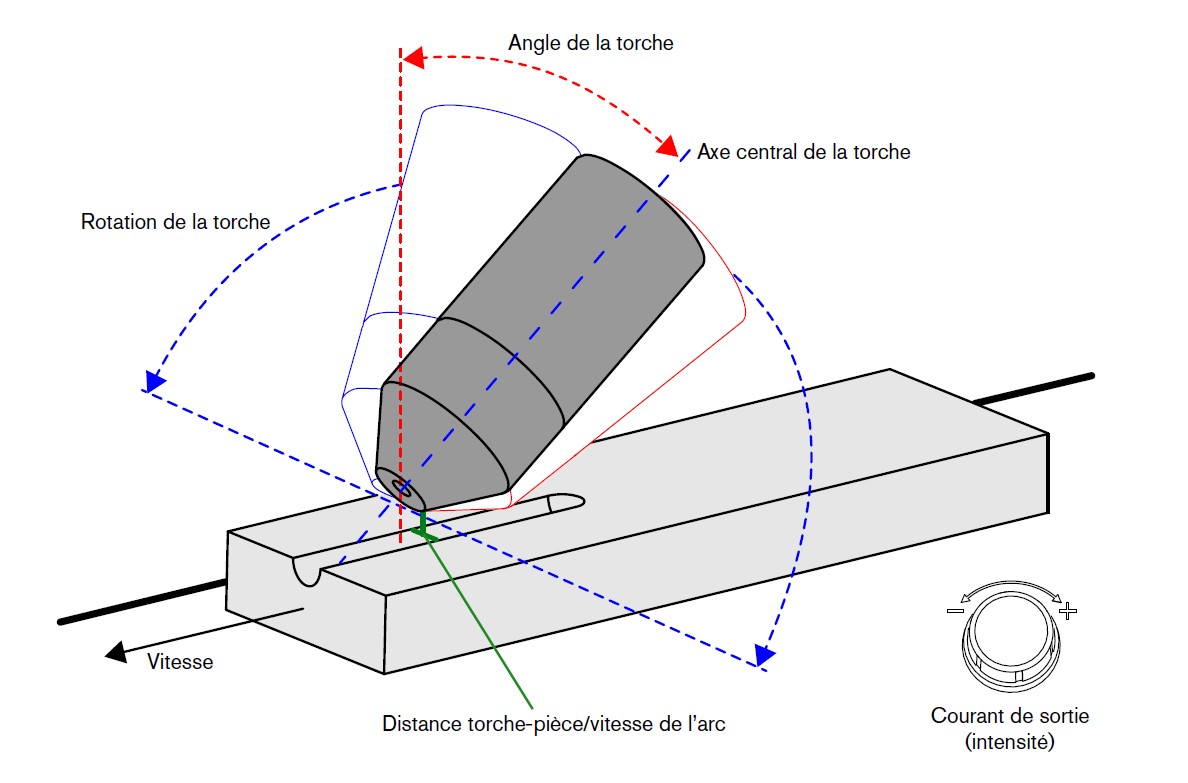
Également appelé angle transversal ou angle de décalage. La rotation de la torche, généralement de 3° à 5°, influence la largeur et la forme du gougeage lors du fraisage en ligne droite. La rotation de la torche facilite également l’élimination des scories de la rainure, mais peut créer une rainure asymétrique si l’angle est trop grand. Faire pivoter la torche par rapport à son axe central pour réaliser une goujure plus plate et plus accentuée sur un côté (1). Le profil de la goujure sera plus plat/plus raide du côté le plus proche de la direction dans laquelle le corps de la torche est tourné.
Effet de rotation de la torche sur le profil de gougeage

Largeur de l’oscillation
L’augmentation de la largeur de l’oscillation augmentera la largeur de la gouge, et la diminution de la largeur de l’oscillation réduira la largeur du gougeage Pour maintenir une profondeur de gougeage constante, l’augmentation de la largeur de l’oscillation nécessitera une réduction de la vitesse de déplacement et la réduction de la largeur de l’oscillation nécessitera une augmentation de la vitesse de déplacement. La largeur de gougeage peut être considérablement augmentée en faisant osciller la torche dans un mouvement circulaire ou restrictif pendant le gougeage.
Fréquence de l’oscillation
Une fréquence d’oscillation basse doit être adaptée à une vitesse de déplacement plus lente. Si ce n’est pas le cas, il peut laisser davantage de « texture » dans la rainure de gougeage et peut ne pas avoir de bords droits propres sur la rainure. Une vitesse d’oscillation sélevée est généralement préférable, car la rainure est plus lisse et nécessite moins de meulage. Il aura également des bords plus lisses et plus droits jusqu’à la rainure.
Pour obtenir de plus amples renseignements sur la réalisationde profils de goujure précis,reportez-vous au manuel de l’opérateur de votre système. Pour obtenir des conseils sur la façon d’améliorer les résultats de gougeage, consultez la bibliothèque complète de documents et la bibliothèque vidéo d’Hypertherm.
Pour savoir comment optimiser la performance du gougeage avec le système de coupage plasma Powermax, communiquez avec un expert de la coupe d’Hypertherm.
