تنفق العديد من ورش التصنيع وقتًا وأموالاً في إعادة تنفيذ الأجزاء المقطوعة على ماكينة البلازما لإزالة شوائب القطع أو تصحيح عدم دقة الأبعاد. نناقش هنا متغيرات العملية الهامة التي تؤثر على دقة أبعاد الأجزاء المقطوعة بالبلازما. من خلال التحكم بعناية في عدد قليل من المتغيرات، يمكن للمشغل تقليل مشكلات الأبعاد، وما يرتبط بها من تكاليف في العمليات الثانوية وأجزاء الخردة، إلى أدنى درجة أو التخلص منها.
تمثل الثقوب الصغيرة والأشكال المعقدة مثل المجاري والزوايا الحادة وأنصاف الأقطار الضيقة تحديات خاصة لمشغل ماكينة القطع بالبلازما. لأغراض التوضيح، سنحدد ثقبًا صغيرًا على أنه أي ثقب يكون قطره أقل من 1,5 مرة من سُمك الخامة. لا يقتصر الأمر على صعوبة قطع هذه الأشكال بدقة باستخدام الأنظمة التقليدية، بل إن إعادة تنفيذ الأجزاء الخارجة عند نطاقات التفاوت المسموح تكون أكثر صعوبة أيضًا، مثل توسيع الثقوب الأصغر من المقاس أو غير الأسطوانية وتجليخ الزوايا الضيقة لإزالة الشوائب، وهي عمليات مزعجة وغير مجدية اقتصاديًا.
تلجأ العديد من الورش إلى شراء ماكينات قطع مرتفعة التكلفة وذات نطاقات تفاوت مسموح عالية أو أنظمة ليزر أعلى كلفةً لحل هذه المشكلات. ولكن يمكن باستخدام ماكينة قطع بالبلازما مُصانة جيدًا ومشعل تقليدي، ومع برمجة دقيقة وفهم صحيح لمتغيرات جودة القطع، الحصول على قطوعات بجودة قريبة من جودة نطاقات التفاوت المسموح العالية.
يجب أن تكون ثقوب المسامير أسطوانية الشكل
يجب أن يكون قطر الثقب من الأعلى والأسفل متساويًا تقريبًا لضمان الملاءمة التامة مع المسمار. إحدى المعلمات الأساسية التي تؤثر على أسطوانية الثقب هي سرعة القطع. يقوم المبرمجون بإدخال سرعة القطع كمعدل خطي بوحدة بوصة في الدقيقة (بوصة/دقيقة) أو مليمتر في الدقيقة (مم/دقيقة)، ولكن عند قطع دائرة يجب أن تبطئ المشعل لتعويض التأخر الطبيعي لقوس البلازما أثناء القطع. تقوم معظم أنظمة التحكم الرقمي الحاسوبي CNC تلقائيًا بتعويض هذه الظاهرة من خلال خوارزمية تقوم بتخفيض السرعة عند قطع الثقوب. تُسمى هذه العملية بتحديد القوة الجاذبة للمركز، حيث تأخذ هذه الحسابات في الاعتبار طول نصف القطر، وتسارع المشعل، والحد الأدنى لسرعة الزوايا من أجل ضبط سرعة القطع الفعلية حول الدائرة. قد يتمكن المبرمج أو المشغل من زيادة أو تقليل السرعة الخطية لتحسين سرعة القطع الدائري الفعلية والحصول على استدارة أفضل. وهذا يعني برمجة سرعات مختلفة وأقل لثقوب المسامير مقارنةً بالقطوعات المستقيمة في نفس الجزء.
ارتفاع القطع أو ضبط الجهد
يُعد ارتفاع القطع أو ضبط الجهد مُعلمة أخرى تؤثر على جودة القطع في ثقوب المسامير. بالنسبة للثقوب الصغيرة، يجب أن يظل ارتفاع القطع ثابتًا طوال عملية القطع. عند استخدام نظام التحكم في ارتفاع المشعل (THC) المنظم بالجهد الكهربائي، يتم تحديد ارتفاع القطع من خلال ضبط جهد القوس والذي يكون عادةً بين 100 و180 فولت. وبحسب سرعة استجابة النظام، فإن استخدام نظام THC مع الثقوب الصغيرة قد يؤدي إلى تدهور جودة القطع بدلاً من تحسينها. قد يكون من الضروري تعطيل عمل نظام THC أثناء قطع الأجزاء الصغيرة لمنع المشعل من القطع على ارتفاع كبير للغاية أو منخفض للغاية، وكذلك لمنع غوص المشعل في نهاية القطع. يمكن تعطيل عمل نظام THC بالتحويل إلى الوضع اليدوي بعد اكتمال الثقب، أو بإعادة برمجة الجزء لتحديد تباطؤ الزوايا - بدون نظام THC – أثناء قطع الثقوب. قد تساعد أنظمة التحكم في ارتفاع المشعل الأحدث والأكثر استجابة في معالجة العيوب الناتجة عن ارتفاع القطع غير الصحيح.
برمجة مسارات الدخول والخروج

يمكن لنوع وحجم مسار الدخول ومسار الخروج أن يؤثرا بشكل كبير على جودة القطع، خاصةً مع ثقوب المسامير والمجاري. هناك عيبان شائعان هما الحفر والنتوءات. يحدث الحفر عندما يزيل القوس كمية كبيرة جدًا من المادة في نهاية القطع. عندما يعبر قوس البلازما عرض الشق الخاص بمسار الدخول – أي المادة التي أُزيلت في بداية القطع – فإنه ينتقل إلى الجزء المحتفظ به، مما يسبب تجويفًا صغيرًا أو أحيانًا منطقة أكبر مجروفة. وهذا يجعل الثقب غير دائري.
يحدث النتوء إذا لم يكن هناك تداخل كافٍ بين مساري الدخول والخروج. حيث لا تتم إزالة جزء من المادة داخل الثقب بالكامل، مما يترك نتوءًا من معدن غير مقطوع يمنع إدخال المسمار في الثقب.
قد يكون العثور على مسار الدخول والخروج المناسب لتقليل الحفر والنتوءات عند نقطتي البداية والنهاية أمرًا صعبًا. يمكن للمشغلين استخدام أسلوب التجربة والخطأ للوصول إلى التوليفة المناسبة. بشكل عام، فإن مسار دخول بنصف قطر مع مسار خروج صغير جدًا أو سالب باتجاه الجزء المحتفظ به (احتراق زائد سالب) ينتج أفضل جودة للثقب. في بعض الأحيان، يعمل مسار دخول مستقيم قصير بشكل أفضل مع مسار خروج صغير (احتراق زائد موجب).
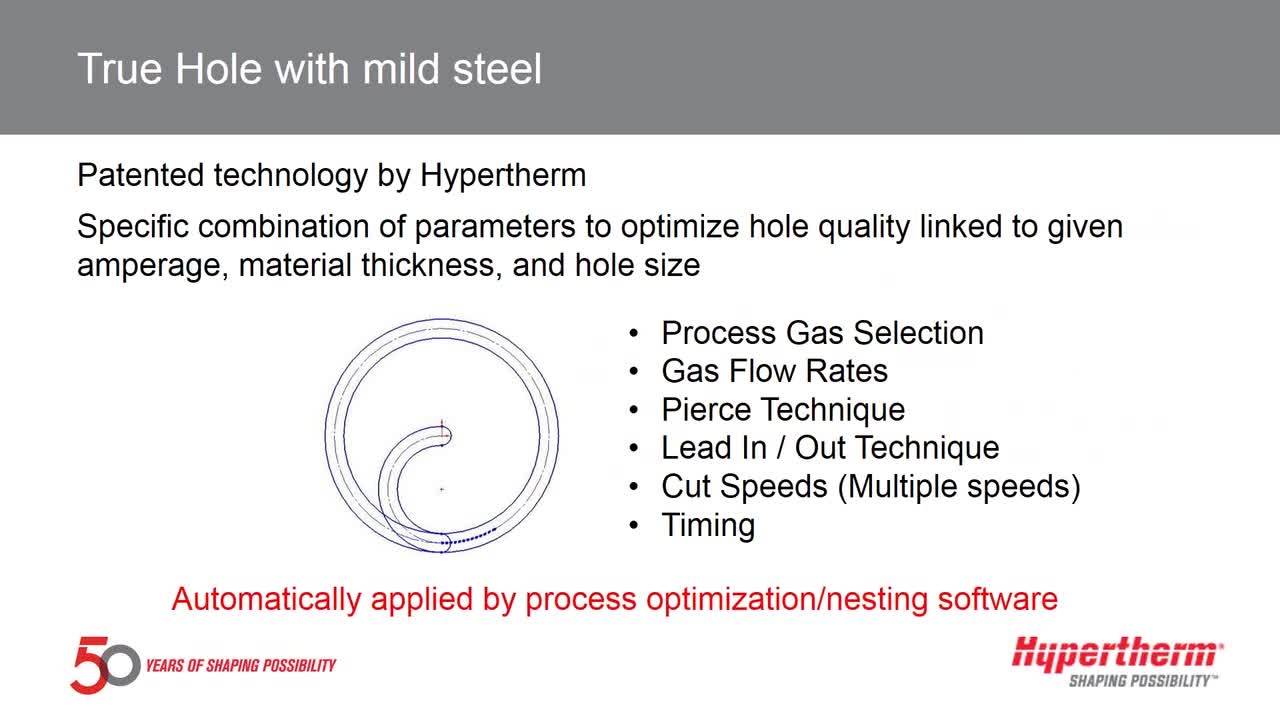
يُعد مسار الدخول الحلزوني المتجه إلى الخارج تصميمًا خاصًا يمكن أن يكون فعالاً للغاية في قطع الثقوب. (ملاحظة: يختلف هذا عن مسار الدخول القفلي التقليدي المستخدم في القطع بالوقود الأكسجيني، والذي لا يُستخدم عادةً في القطع بالبلازما.) يسمح مسار الدخول الحلزوني المتجه إلى الخارج للماكينة بالوصول إلى السرعة الكاملة واستقرار القوس قبل قطع محيط الثقب، مما يوفر حركة أكثر سلاسة للماكينة طوال عملية القطع.
حجم الفوهة وشدة التيار
بشكل عام، الفوهة الصغيرة مع شدة تيار أقل وسرعة أبطأ تنتج شقًا أصغر وجودة قطع أدق.
على سبيل المثال، في نظام بلازما بقدرة 200 أمبير، قد لا تكون أعلى قدرة – 200 أمبير، وقطر فتحة 2 مم (0,086 بوصة)، وشق بعرض 3 مم (0,130 بوصة) – مناسبة لقطع ثقوب المسامير الصغيرة والتفاصيل الدقيقة.
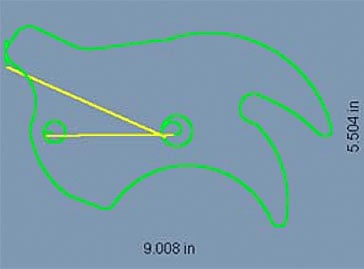
لنفترض أنك تريد قطع ثقب دقيق بقطر 12 مم (1/2 بوصة) في صاج من الفولاذ المطاوع بسُمك 12 مم (1/2 بوصة). فإن فوهة بقدرة 100 أمبير بفتحة أصغر، 1-1/2 مم (0,059 بوصة)، وعرض شق 2 مم (0,089 بوصة)، مع القطع بسرعة أبطأ، ستنتج جودة قطع أدق بكثير.
للحصول على أفضل جودة قطع من فوهة معينة، اضبط شدة التيار دائمًا بين 95 و100% من القدرة المقررة للفوهة. العيوب: انخفاض العمر الافتراضي للمواد الاستهلاكية وسرعات قطع أبطأ. الإيجابيات: جزء شبه جاهز بأقل قدر من إعادة التشغيل.
متى تُستخدم البلازما عالية نطاقات التفاوت المسموح
تستخدم البلازما عالية نطاقات التفاوت المسموح فتحة فوهة صغيرة ودوامة غاز مكثفة لتضييق القوس. والنتيجة قوس بكثافة طاقة عالية وشق ضيق جدًا يمكنه قطع التفاصيل المعقدة والثقوب الصغيرة جدًا. يمكن لأنظمة البلازما التقليدية القطع بدقة 0,76 مم (0,030 بوصة) وعمل قطوعات بزاوية شطف 3–5°، وأحيانًا تصل إلى 1°. أما أنظمة البلازما عالية نطاقات التفاوت المسموح فيمكنها القطع بدقة 0,25 مم (0,010 بوصة) وبزاوية شطف 0–3°. كما يمكنها قطع ثقوب بدقة بقطر صغير يصل إلى 4,76 مم (3/16 بوصة).
ست قواعد لقطع ثقوب المسامير
- استخدم أصغر فوهة مُصنَّفة للثقب والقطع في المادة
- تأكد من أن زمن تأخير الثقب يسمح بنفاذ القوس بالكامل قبل بدء حركة الماكينة
- قم بتعطيل عمل نظام التحكم في ارتفاع المشعل THC المنظم بالجهد
- استخدم مسار دخول بنصف قطر أو مسارًا حلزونيًا
- برمج سرعة قطع أبطأ
- استخدم مسار خروج قصيرًا أو سالبًا باتجاه الجزء المحتفظ به