
أنظمة التحكم الرقمي الحاسوبي
يُعد نظام CNC واجهة الاتصال الرئيسية بين المشغل والماكينة. فهو يُوجّه المكونات الأخرى - وربما حتى المشغل - لما يجب القيام به.
نظام CNC:
-
يُحوّل برنامج الجزء إلى إشارات أوامر تتحكم بدقة في اتجاه الماكينة وسرعتها وعمليات القطع
-
يرسل ويستقبل إشارات للتحكم في عملية القطع ووظائف الماكينة مثل الحركة والتحكم في الارتفاع ومكونات السلامة
-
يمكن استخدامه لبرمجة الجزء عبر الإنترنت أو يمكن استخدام برنامج جزء تم إنشاؤه بواسطة برامج CAD/CAM غير متصلة بالإنترنت
-
تشمل المكونات الأجهزة والبرمجيات
آلية عمل أنظمة CNC
في الماكينات الصناعية الكبيرة، يُعد نظام CNC في الأساس حاسوبًا صناعيًا متقدمًا مزودًا ببرامج داخلية للتحكم في الحركة والماكينة، إضافةً إلى مجموعة متنوعة من المدخلات والمخرجات للتحكم في محركات الإدارة وأنظمة القطع وأنظمة التحكم في الارتفاع وغيرها من الأدوات التي قد تكون مركبة على ماكينة القطع. يتلقى أوامره من مشغل الماكينة ومن برنامج CAM (التصنيع بمساعدة الحاسوب)، ثم يحول هذه الأوامر إلى إشارات كهربائية مضبوطة التوقيت تتحكم في جميع وظائف الماكينة. صُممت أنظمة CNC الصناعية لتكون شديدة المتانة وقادرة على تحمل الاستخدام الطويل في بيئات متسخة وقاسية ومليئة بالتشويش الكهربائي؛ إلا أن هذه المتانة تزيد من التكلفة والتعقيد.
غالبًا ما تستخدم طاولات القطع الصناعية الخفيفة منخفضة التكلفة حاسوبًا شخصيًا أو حاسوبًا محمولاً ليعمل كوحدة CNC. ورغم أن هذه الحواسيب صُممت للعمل في ظروف مريحة نسبيًا ضمن بيئات نظيفة ومضبوطة الحرارة، وقد يُتوقع أن تواجه مشكلات في الاعتمادية ضمن بيئات الإنتاج القاسية، فإنها قادرة تمامًا على التعامل مع الحركة ومتطلبات الإدخال والإخراج المحدودة في العديد من الماكينات الصغيرة. عند استخدام حاسوب شخصي كوحدة CNC، يجب أن يكون النظام مزودًا بنظام قطع بالبلازما هوائي حديث يستخدم تقنية بدء تشغيل المشعل بالارتداد، والتي تولد مستوى أقل من التشويش الكهربائي. وعلى النقيض من ذلك، تستخدم أنظمة البلازما الهوائية القديمة وأنظمة البلازما الصناعية تقنيات بدء تشغيل تعتمد على التردد العالي أو الجهد العالي أو الشحن السعوي، وهو ما قد يسبب اضطرابات كبيرة في الإلكترونيات الحساسة.
عند اختيار نظام CNC، يُفضل البحث عن واجهة استخدام سهلة. ففي حين تعتمد العديد من الماكينات منخفضة التقنية على لوحة مفاتيح وماوس تقليديتين للتحكم في الوظائف، تستخدم الماكينات المتقدمة عناصر تحكم بسيطة عبر شاشة لمس.
ينبغي أن يكون برنامج CNC سهل الاستخدام قدر الإمكان. وغالبًا لا يتحقق ذلك عندما يكون برنامج CNC قد جرى تكييفه من عمليات تشغيل المعادن مثل التوجيه أو التفريز. اختيار واجهة مستخدم (برنامج CNC) مصممة خصيصًا لعمليات القطع يجعل تعلمها واستخدامها اليومي أسهل بكثير.
تلعب أنظمة CNC دورًا حاسمًا في نجاح تشغيل ماكينة القطع بشكل عام. من الناحية المثالية، ينبغي أن يوفر نظام CNC للمستخدم ما يلي:
-
سهولة التشغيل
-
أداء متسق وموثوق
-
زيادة الإنتاجية
-
مرونة في تهيئة النظام
-
توقيت دقيق للحركة والعمليات
-
تشخيص مُبسَّط للنظام
-
تحكم متقدم في عملية القطع
-
اتصالات متكاملة مع النظام والأدوات
-
تحديثات منتظمة لبرامج الشركة المصنِّعة لمواكبة الاحتياجات المتزايدة في مجال القطع
أنظمة التحكم في ارتفاع المشعل
باستخدام جهد القوس، يضمن نظام التحكم في ارتفاع المشعل (THC) ألا تقترب أداة القطع كثيرًا من قطعة الشغل أو تبتعد عنها أكثر من اللازم.
نظام THC:
-
يُجري الاستشعار الابتدائي للارتفاع (IHS) بالبدء من آخر ارتفاع تراجع، ثم خفض المشعل إلى اللوح لتحديد موضعه، ثم التراجع إلى ارتفاع الثقب
-
ينظم ارتفاع أداة القطع طوال عملية القطع لتحقيق جودة القطع المطلوبة
-
يطيل عمر المواد الاستهلاكية بإبقاء المشعل بعيدًا عن المعدن المنصهر أثناء الثقب، واكتشاف الاصطدام لإيقاف عملية القطع
ورغم أنه ليس ضروريًا بشكل مطلق، فإن الاستثمار في نظام THC يُعد ذا قيمة كبيرة. في نظام مجهز بجهاز تحكم في الارتفاع يعمل بشكل صحيح، يمكنك برمجة وتضمين مئات الأجزاء وترك النظام الآلي يُكمل المهمة.
آلية عمل أنظمة THC
بمجرد برمجته، يلامس نظام THC سطح المادة برفق ثم يرتفع إلى ارتفاع الثقب المناسب. بعد بدء عملية الثقب، يطلب نظام THC من المشعل الانتظار ثانية أو ثانيتين للسماح بإتمام الثقب بالكامل، ثم يخفضه إلى ارتفاع القطع، وهو عامل أساسي لجودة القطع. إذا كان المشعل منخفضًا جدًا فهناك خطر اصطدامه باللوح المعدني، أما إذا كان مرتفعًا أكثر من اللازم فسينتج شق قطع أعرض من المطلوب، إضافة إلى زيادة زاوية الحافة وظهور الخَبث وحدوث الانبعاج. بمجرد وصول الحركة على المحورين X وY إلى السرعة المطلوبة (بعد انتهاء مهلة مؤقت تأخير التحكم في الارتفاع)، يتولى نظام التحكم بالتغذية الراجعة لجهد القوس الحفاظ على المسافة المناسبة بين المشعل وقطعة الشغل.
عدد مرات بدء استخدام المواد الاستهلاكية مع انحراف أقل من 0,25 مم (0,010 بوصة) عن ارتفاع القطع الصحيح دون تدخل المشغّل (130 أمبير) — فولاذ مطاوع بسمك 12 مم (1/2 بوصة)
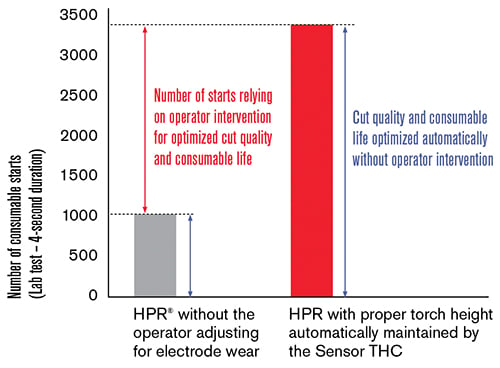
في أنظمة THC التقليدية، يجب على المشغّل ضبط جهد القوس المحدد بشكل دوري لضمان الحفاظ على ارتفاع القطع الصحيح. لزيادة الإنتاجية والربحية، يُنصح باختيار نظام THC ذكي يضبط الإعدادات تلقائيًا لتعويض تآكل الأقطاب الكهربائية. توفر بعض أنظمة THC ميزة قياس جهد القوس لتتبع التآكل التدريجي للمواد الاستهلاكية. ومن خلال المراقبة المستمرة لجهد القوس بعد كل عملية ثقب، يمكن ضبط قيمة جهد القوس المحددة تلقائيًا للحفاظ باستمرار على ارتفاع القطع الصحيح طوال عمر المواد الاستهلاكية، دون الحاجة إلى تدخل إضافي من المشغّل. ويؤدي ذلك إلى تحقيق جودة قطع مُحسَّنة وإطالة عمر المواد الاستهلاكية إلى الحد الأقصى، مما يوفر الوقت والتكاليف.