Hypertherm's new flush cutting process
There have been some questions about Hypertherm's recently introduced FlushCut™ consumables and how they work. Understandable since this is a completely new innovation never before done by any cutting company.
Before we explain how the consumables work, let's start with what they are. Hypertherm's FlushCut consumables feature an angled nozzle bore that delivers the plasma arc at a 45 degree angle. Instead of locating the nozzle opening at the tip as is typically done, the FlushCut nozzle opening is found on the side. Here's a photo of what this nozzle looks like:

This side nozzle opening is a very big deal because it essentially bends the plasma arc. Instead of shooting out diagonally, the arc can now exit the torch at an angle nearly parallel to the workpiece. The image below shows you what that looks like. The drawing on the left shows a torch equipped with standard consumables, while the drawing on the right shows a torch equipped with FlushCut consumables.
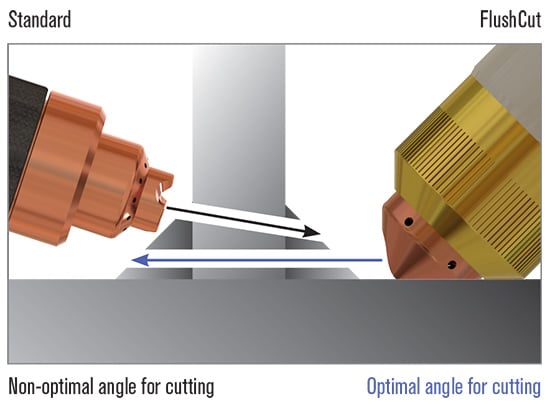
Practically, this means you can cut closer, or more flush, to your base metal, significantly reducing grinding work and increasing the opportunity to reuse lugs and attachments.
Most welders and fabricators can probably think of a lot of jobs where something like this could be useful...removing lugs, temporary weld supports, and pad eyes are three applications that come to mind. In addition, the flush cutting process simplifies the cutting of weld access holes in I-beams, and also makes it easier to remove bolts or other parts from metal plate. Right now, FlushCut consumables are available for Powermax105 and Powermax125 systems.
Let us know in the comments below if you've found this helpful or not. Also visit www.hypertherm.com/FlushCut to learn more.