
The combination of cut quality, productivity, operating cost, and versatility make plasma arc cutting today’s most popular industrial cutting process.
What is plasma?
Plasma is the fourth state of matter. We normally think of three states of matter: solid, liquid, and gas. For a common element, water, these three states are ice, water, and steam.
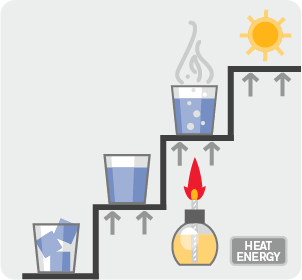
The difference between these states is their relative energy levels. When you add energy in the form of heat to ice, the ice melts and forms water; if you add more energy, the water vaporizes and becomes steam. If you were to add considerably more energy to the steam – heating it to about 11,700° C (40,000° F) – the steam would break up into several component gases and would become electrically conductive, or ionized. This high-energy ionized gas is called plasma.
During the 1950s, plasma started to become recognized as a thermal cutting process. Initial plasma cutting applications were limited and cutting outcomes were rudimentary. In 1968, Dick Couch introduced radial water injection. This patented nozzle technology constricted the plasma arc, increasing its energy density while improving cooling, which allowed for faster cut speeds, higher-quality cuts, and the ability to cut carbon steels at speeds five times faster than the oxy-fuel cutting process. With expanded applications, faster cutting speeds, and improved duty cycles, plasma quickly began to take market share away from the incumbent metal-cutting technology, oxy-fuel.
The plasma-cutting process has continued to be refined over the past five decades, and today fabricators and metal workers across the globe are choosing plasma over oxy-fuel because:
-
Plasma can cut all conductive materials including carbon steel and nonferrous metals, whereas oxy-fuel cutting is limited to carbon steel.
-
Plasma can cut both thick and thin metals. Though both processes can technically cut a wide range of thicknesses, it isn’t practical to cut thin metal, or sheet metal, with oxy-fuel because it is less precise, creates a large heat-affected zone that can warp the material, and is a much slower process. For this reason, oxy-fuel is generally used on metal greater than 50 mm (2″) in thickness.
-
Plasma is safer than oxy-fuel which requires the use of a flammable gas.
-
Plasma is faster. On gauge materials plasma cutting speeds are 12 times faster than oxy-fuel cutting speeds and on materials up to 1” plasma cutting speeds are 2x as fast as oxy-fuel. Plasma also provides much faster pierce times which can greatly impact automated cutting productivity.
-
Plasma is typically cheaper to operate. Unlike oxy-fuel, plasma doesn’t require the need to refill cylinders as often. For example, with thicker mild steel cutting, plasma uses less oxygen and is faster.
-
Plasma provides more precise cuts. It is possible to achieve very good cut quality with both processes provided the oxy-fuel operator is experienced. However, a plasma cutter will produce more precise and clean cuts with better angularity, a thinner kerf, a smaller heat-affected zone, and zero to no dross.
-
Plasma is easier to use. The ability to get a good result with an oxy-fuel cutting torch is highly dependent on the operator. Oxy-fuel cutting is an art form that requires practice to perfect since operators need to set and maintain flame chemistry while holding a steady distance from the surface being cut. Plasma on the other hand is much more forgiving and quickly mastered. Systems like the Hypertherm Powermax SYNC® series of air plasma cutters with its single-piece cartridge consumable are even easier to use.
What is plasma cutting?

A plasma cutter, or plasma cutting machine, uses a plasma stream to transfer energy to a conductive work material. The plasma stream is typically formed by forcing a gas such as nitrogen, oxygen, argon — or even air — through a narrow nozzle. An electric current produced by an external power supply adds sufficient energy to the gas flow to ionize it, turning it into a plasma arc. This is why the process is often called plasma arc cutting. The plasma arc cuts the workpiece by first melting it, and then blowing away the molten metal.
How hot is a plasma cutter?
The plasma arc produced by a plasma cutting system produces temperatures approaching 40,000° F, so yes, the plasma cutter temperature is extremely high. In comparison, the surface of the sun is about 10,000˚ F.
Types of plasma cutting
Handheld plasma cuttiers
Because of its portability, productivity, performance, and ease of use, handheld plasma is the preferred cutting technology for mild steel, stainless steel, and aluminum across a wide range of industries and applications (including heavy equipment repair, structural steel, shipbuilding, DIY, etc..). Most handheld plasma systems consist of an inverter-based power supply (like most welders) that combines electricity and compressed (air as the plasma gas) to produce a plasma arc that is generated at the end of a hand torch. Handheld plasma systems require electricity either from a line or a generator and compressed air either from an air compressor or bottle.
Mechanized CNC plasma cutters

Mechanized plasma cutting is an automated method for cutting carbon steel and a variety of non-ferrous metals in production-based environments. Mechanized plasma cutting typically includes:
-
a plasma table (downdraft of water-based) which serves as a fixture for the work-piece and initial smoke mitigation
-
the plasma torch power supply which produces the required electrical current
-
an automated gas mixer and regulators for controlling gas flow and pressures
-
a CNC controller for providing start/stop signals, travel speeds, and direction based on reading a CAM file
-
a machine torch height controller to adjust the torch to the proper cut and pierce heights
-
a high-powered gantry and rail system with a series of drives to create the cutting motion
3D and robotic plasma cutting
Rapidly advanced products require rapidly advanced manufacturing equipment to account for the complex shapes, detail, and quality that today’s markets demand in quantities never seen before. To account for the increased complexity and unprecedented demand, manufacturers across industries are turning to 3D or robotic plasma as a cutting solution for some of their more complex and high-demand products that require high-quality cutting. By combining an industrial robotic arm or COBOT with a mechanized plasma cutting system, manufacturers can make highly detailed cuts on carbon steel, stainless steel, and aluminum in hard-to-reach places, eliminating the need and time required to move the workpiece as would be the case with 2D or XY plasma cutting systems. Compared to a standard 2D or XY plasma cutting system, a 3D or robotic plasma cutting system typically has a shorter, narrower torch and more flexible, yet robust, torch leads to account for the rapid 3D movements. 3D or robotic plasma cutting applications also require additional safety barriers.
Plasma cutter software
For mechanized cutting applications, plasma cutting software is used to program the cutting machine. In some cases, the CNC software can be used to program individual parts or small runs, but most fabricators and manufacturers rely on software commonly referred to as CAD/CAM nesting software which offers far greater features and capabilities.
Some types of CAD/CAM nesting software for plasma cutting can control and automatically set up virtually every aspect of the plasma cutting operation. For example, Hypertherm's ProNest® supports parameters such as arc current, voltage, gas preflow, cut flow settings, cut speeds, cut heights, pierce types, pierce heights, and more. All of this is intended to simplify the machine operator’s job and increase productivity.
Other features commonly found in plasma cutting software include:
-
Collision avoidance
-
Chain cutting
-
Bridge cutting
-
Common line cutting
-
Multi-head cutting
-
Skeleton cut-up
In some cases, the software can help deliver optimized outcomes such as:
-
Improved hole quality
-
Easier bevel setup
-
Faster cycle time
Typical applications and industries
Plasma arc cutting is used in both handheld and mechanized systems to cut a wide range of conductive materials, including mild steel, carbon steel, stainless steel, aluminum, copper, brass, and other metals.
Plasma bevel cutting

Plasma bevel cutting is the process of cutting a part with an edge that is not perpendicular to the top of the part. Metal parts and pipes can be beveled with plasma as part of the weld preparation process or fit-up process. Plasma bevels can be cut with different angles and configurations, depending on the purpose of the bevel.
Plasma gouging
Like plasma cutting, plasma gouging removes metal using a plasma arc between the torch and the workpiece. Surface metal is melted, and a gas jet blows away the molten metal from the workpiece without piercing or severing it. However, in gouging, specially designed consumables produce a somewhat wider arc, the torch is held at an angle, and only some of the material is blown away. Plasma gouging can be used for weld repair, weld preparation, hard face removal, and heavy equipment repair. Plasma gouging is a viable alternative for fabricators and manufacturers that are looking to replace carbon arc gouging.
Plasma hole cutting
Since its initial release, Hypertherm’s True Hole® technology has become a mainstay for those who demand high-quality bolt-ready holes. Historically, machine operators had difficulty achieving good hole quality directly off a plasma cutting table, with drilling often required as a secondary process. True Hole technology—a patented process for mild steel that virtually eliminates hole taper and improves roundness—produces significantly better hole quality than what was previously possible using plasma.
Plasma flush cutting
Flush cutting with plasma is an application typically used to remove attachments, protrusions, or fixtures from the surface of an otherwise flat base material, without cutting or damaging the overall surface. Flush cutting with a handheld plasma machine is done efficiently using special consumables that direct the plasma arc at a 45° angle from the torch head.
Plasma fine feature cutting
When cutting parts with very fine details or intricate shapes, you need processes capable of producing very thin kerfs. Fine feature plasma cutting is made possible through consumable technology, software, and automation controls that enable highly controlled movements, plasma arc control, and a narrow, but dense plasma arc that creates minimal kerf. FineCut® consumables for Powermax produce a narrower kerf with a stiffer arc that is ideal for cutting thinner (4mm or 3/16″ and lower) material at 40 amps and below, making it ideal for sheet metal applications.
Scrap and skeleton cutting with plasma
Cutting up and removing the remnants of a metal plate, or the “skeleton”, after mechanized cutting is typically slow and labor-intensive. It can also pose many safety risks to the operator, including handling of awkward, heavy pieces with sharp edges. Almost any operation cutting on plasma or oxy-fuel CNC tables can benefit from plasma skeleton removal. The benefits of skeleton cutting with plasma include:
-
Productivity increase of up to 75% or greater (Calculations based on 12 mm (1/2″) mild steel thickness and standard industry data).
-
Quicker cutting and unloading of the skeleton mean more CNC table utilization and increased throughput.
-
Reduced training time: operator certification in 4 hours vs. up to 40 hours for oxy-fuel.
-
The Duramax and Duramax Hyamp Long torches, from Hypertherm, let operators stand next to the plasma table in a natural position, preventing ergonomic issues and minimizing the likelihood of mishap.
Choosing plasma over oxy-fuel makes the workplace safer by eliminating gas cylinders that can be difficult and dangerous to handle.
Marking with plasma
Fabricators and manufacturers routinely mark metal to indicate bend or score lines and add precise technical information to parts such as part numbers and barcodes. Typically, this work is performed manually using a hammer and punch, powder or ink, soapstone, handheld engraving machines, or as an integral process step on a mechanized plasma or oxy-fuel cutting table. By reducing the amperage and selecting either compressed air, Argon, or F5 as the plasma gas, plasma machine owners can produce a variety of marks using their existing cutting system.
Plasma industries and markets:
Farming and ranching
Plasma applications for farming and ranching include:
-
Agriculture equipment manufacturing
-
Agriculture equipment repair
-
Metal fence repair
Shipbuilding
Plasma applications for shipbuilding include:
-
Heavy plate processing
-
Back gouging for weld prep
-
Pad eye removal with flush cut
Mining
Plasma applications for mining include:
-
Mining equipment manufacturing
-
Mining equipment repair
-
Gouging hard facing
Energy
Plasma applications for energy include:
-
Pipeline construction and maintenance
-
Refinery repair and maintenance
-
Petroleum equipment manufacturing
-
Pressure vessel fabrication
HVAC and mechanical fabrication
Plasma applications for HVAC and mechanical fabrication include:
-
Sheet metal fabrication
-
Installation and trimming
Steel service centers
Plasma applications for steel service centers include:
-
Thick plate cutting
-
Thin plate cutting
-
Material variety and application flexibility
-
SureCut productivity applications
Construction equipment
Plasma applications for construction equipment include:
-
Construction vehicle manufacturing
-
Construction vehicle repair
-
Bucket and implement repair
-
Weld removal and repair
Automotive restoration
Plasma applications for automotive restoration include:
-
Custom part fabrication
-
Spot weld removal
-
Bolt removal
-
Exhaust and underbody applications
Artwork, signs, and ornamentation
Plasma applications for artwork, signs, and ornamentation include:
-
Small CNC plasma tables
-
FineCut consumables for narrower kerf
Pipes and pipelines
Plasma applications for pipes and pipelines include:
-
Pipeline repair and construction
-
Fit-ups
-
Pipe beveling
-
Pipe cutting
-
Track burners
General construction
Plasma applications for general construction include:
-
Steel building construction
-
Structural steel frames
-
Bolt removal
General fabrication and job shops
Plasma applications for fabrication and job shops include:
-
CAD/CAM capability from ProNest
-
Automated cutting with Powermax
-
Automated cutting with XPR technology
-
High definition cutting
Not sure which process or method to use?
You’ll find helpful information here:
Learn More
Learn more about plasma cutters: How does a plasma cutter work?
Discover the new Powermax45 SYNC- Hypertherm’s new 45 amp plasma cutter that replaces the Powermax45 XP with SYNC technology. Speak with your local Hypertherm plasma dealer about warranty, price, and support.
Learn more about Hypertherm plasma accessories like welding helmets, adapters, clamps, guides and more.